
Much is being written about lean manufacturing and its benefits. A lean manufacturing process is one where everything flows smoothly; no processes are idle nor are any overwhelmed-there is little or no inventory; machines are not overloaded while others are empty; and the flow of materials is logical without steps being retraced. Lean manufacturing benefits all aspects of a company's business, extending even to its marketing and customer service. But how does dimensional metrology and quality control fit into a lean process? Consider what makes a measurement system best support lean manufacturing.

Dimensional measurements
Every manufactured part must comply with a design. Whether a part is a freestanding item, or part of a higher-level assembly, dimensions are maintained to ensure its correct operation and performance. Depending on the tolerances involved, any number of measurement systems and tools might be used. In addition, measurements may be performed at several stages in the manufacturing process, with differing tolerance requirements at each step.
Traditional manufacturing processes relied on a metrology lab where critical or complicated measurements were performed for a number of reasons: the lab had a controlled environment with temperature stability for high-accuracy measurements; access was limited to skilled technicians; and the skilled technicians had the necessary experience to operate the equipment and correctly interpret the results. Although this arrangement had its benefits, many times the metrology lab turned into a bottleneck as parts waiting to be measured piled up. The biggest process-related impact of these delays was that manufacturing engineers did not get data quickly enough to control the manufacturing processes.

Shifts in metrology
A number of parallel developments changed the manufacturing environment. Today, new materials and manufacturing methods allow complex parts to be manufactured with tight tolerances and free-form surfaces. Multi-axis computer numerical control (CNC) machine tools run unattended, generating curves and finishes that match the originating computer-aided design (CAD) files. At the same time, metrology instrumentation has progressed along several supporting paths.
Systems have improved measuring capabilities even while moving from the metrology lab to the shop floor. Many metrology systems also are CNC systems, running specific part measurement programs without operator interaction. Automation in the manufacturing and measuring processes led to continuing productivity increases.
As its name implies, continuous improvement, a key aspect of lean manufacturing, continues. One such improvement in the metrology area is in the realm of multisensor measurement systems-systems that use two or more sensor technologies to measure a part in a single setup. Multisensor systems contribute to lean manufacturing processes.
Multisensor metrology
Multisensor metrology systems extend measuring capabilities so more measurements are possible on a single machine. For example, video measurement uses magnified images of parts to determine important dimensions in, on or between parts.
Today's video measurement technology takes advantage of edge-detection algorithms analyzing images magnified by precision zoom lenses and illuminated by multiple, programmed LED light sources. Motorized stages with high-
resolution scales ensure positioning accuracy throughout the measurement volume, which can extend well beyond a meter in one or more axes. Automated systems follow operator-defined programs to measure part features rapidly and accurately. High-speed stage motion coupled with high-speed computing power has increased video measuring system throughput.
Video measuring capabilities can be extended even further through use of motorized rotary indexers. Under program control, a part can be rotated in one or two axes, presenting previously hidden features to the system's optics where their measurements contribute to complete part characterization without the need for removal and refixturing. Three-dimensional software retains relationships of the data so 3-D models can be easily compared to CAD files.
Video metrology systems eliminate metrology bottlenecks in a lean manufacturing operation. But, there are part features and attributes not easily measured by video techniques. This limitation can be satisfied in either of two ways. Take the part off the video measuring machine and move it to another type of measuring system. Or, use other sensors on the video measuring system and collect a set of data from the already fixtured part. There are advantages and disadvantages to both approaches.

Multiple machines vs.
multiple sensors
Any measurement machine based on single sensor technology is optimized for performance with that particular sensor. Take a coordinate measuring machine (CMM) with a touch-trigger probe. The mechanical design allows access to a fixed part from a number of directions with a tactile probe. Video measuring systems, on the other hand, are optimized to image parts and features so they can be measured accurately. This means they include surface and backlight illuminators not required on the CMM. Other measurement systems have similar design requirements and associated constraints. A multisensor measurement system has supporting mechanisms such as illuminators for video and change racks for touch probes.
From the metrology perspective, having access to each of the types of measurement systems makes sense. That ensures, or at least improves the chances of, high quality measurements from each device. However, there are other constraints that must be taken into account in metrology equipment selection, particularly in the context of lean manufacturing.
One consideration is space. Each measurement system must be installed and provided with appropriate utilities. As measurement equipment is used on the shop floor where space is already at a premium, allocating space for numerous measurement systems may be a burden.
Another consideration is part handling and the associated fixturing. If multiple measuring machines are used to completely measure a part, the part must be moved from machine to machine. This extra handling presents a number of potential problems, especially in a lean environment. Handling the part more than necessary presents the risk of damage, or worse, loss if misplaced. Precision measurement requires that a part be securely held in place during measurement, otherwise any motions from the part or system might influence readings from the part, corrupting the data and leading to incorrect conclusions and decisions.
Of course, correct part holding requires appropriate fixturing. Because different measuring systems use different mounting techniques, it is not unusual to have different fixtures for a given part, as required for each measurement system. Such requirements translate to costs and storage issues, as well as introducing the possibility of reproducibility error.
Then there is calibration. Use of data from uncalibrated measurement systems may cause manufacturers to make erroneous decisions. Calibrating several different systems for measurement accuracy can be more complicated than calibrating a single multisensor system. Managing the calibration schedules for multiple machines also is tedious.
Finally, there is the process flow consideration. As mentioned, lean manufacturing eliminates or minimizes inventory. Parts queued up in front of measuring machines are inventory-they may be work in process, but while sitting on the shelf and not being actively processed, they are inventory. In addition, if a measuring process is slower than the rest of the manufacturing flow, that process can become a bottleneck and hold up processes down the line.
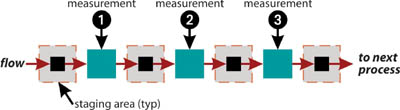
Consider the potential impact on process flow from this hypothetical example. There are three measuring machines required for fully measuring a part, each capable of different types of measurement. The part comes to the first machine and either is measured or staged by the machine until it is free of the previous part. The part is then measured and carried to the second machine where it is measured or staged awaiting an opening on that machine. The part is then carried to the third machine where the process is repeated yet again. Even more handling is required if the three measuring machines are in different areas of the shop. In a worst-case scenario, the measuring machines may be in different buildings, or one of them may be in the aforementioned metrology lab.
Consider the flow with a multisensor measurement system replacing those three, separate machines. First is the fixturing requirement. If one machine is used, only one set of fixtures is required, leading to cost and storage savings. A single machine takes up less space than several separate machines. That reduces utility requirements and allows other manufacturing equipment to be brought more closely together, reducing the distance a part has to travel in its manufacturing process. Then there is the process flow itself. A multisensor machine can remove two or more steps in a manufacturing flow, reducing overall complexity without sacrificing the amount or the quality of necessary measurement data.
Yes, it may take longer for a multisensor measurement routine because the machine is doing more than the single sensor machines, but the total time is less than the total time to do the same measurements on multiple machines, because once the part is fixtured and the measurement program is started on the multisensor machine, it runs through its entire process without stopping. On the other hand, no matter how fast the single sensor machines might be, the requirement to carry the part from machine to machine, mount the part and run each measurement sequence takes more time.
Multisensor measuring machines
The simplistic description of a measurement machine with more than one sensor does not do justice to the state of today's multisensor measuring machines. Industry seems to have settled on some combination of optical, laser and touch-probe sensors as the definition for a multisensor measurement system, but now there are more.
Microsensors use very different technologies to provide measurements not possible because of physical limitations of the other three technologies. Now that designers and manufacturers are able to combine geometric, prismatic shapes with free-form contours, have critical clearance holes or locating points, and have important relationships at numerous positions on the part, measurement systems have adopted use of multiple sensors to deal with this complexity.
As companies consider the use of multisensor metrology, it is important to recognize that not all implementations are the same. An important consideration is how well integrated the sensors are in the system software. The best implementations calibrate all the sensors so they can be used at any point in a measurement routine. Poor implementations may require that each sensor be calibrated prior to each use. Effective implementations process and analyze data from any sensor, easily handling video edge points, laser point clouds and scanning touch-probe data in a single measurement routine.
Well-designed multisensor measurement systems improve lean manufacturing processes. By doing more on a single machine, potential bottlenecks are eliminated. When considering multisensor alternatives, find out which sensor technologies are available and how well integrated they are as a system. There is a difference between a machine with multiple sensors and a multisensor measurement machine. The specific part application will help make the best choice, and affect the lean manufacturing process. Q
William R. Gilman is vice president, North American Sales for Optical Gaging Products Inc. (Rochester, NY). For more information, call (585) 544-0400, e-mail [email protected] or visit www.ogpnet.com.
Quality Tech tips
• Multisensor systems contribute to lean manufacturing processes.
• New materials and manufacturing methods allow complex parts to be manufactured with tight tolerances and free-form surfaces.
• If a measuring process is slower than the rest of the manufacturing flow, that process can become a bottleneck and hold up processes down the line.
• The best implementations of multisensor metrology calibrate all the sensors so they can be used at any point in a measurement routine.