

Fixturing is one way to increase the productivity of a coordinate measuring machine (CMM). Parts ranging from a
1-millimeter valve for an artificial heart to the entire fuselage for a jet fighter can benefit from fixturing. When it comes to CMM fixturing, a variety of issues need to be considered, such as the type of fixturing used, repeatability and CMM accessibility.
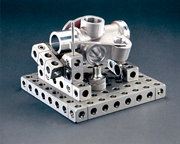
One issue to consider is dedicated vs. modular fixturing. Modular fixturing is a system of interchangeable components designed to securely and accurately hold a part or workpiece. Dedicated fixtures do the same thing but may require weeks to design and make, take large amounts of storage space when not in use and often can only be used for the job for which they were designed. Modular fixtures, on the other hand, can be broken down into component parts after a job is finished and reused at a later date in different configurations for a variety of jobs.
John Ray, president of R&R Sales (Grand Haven, MI), says that modular fixturing will accommodate about 90% to 95% of a person's parts, including plastic, rubber and sheet metal.
Still, there are times when dedicated fixturing is needed. While Paul W. Marino Gages Inc. (Warren, MI) has done modular fixturing for parts as large as an entire fuselage or wing for a jet fighter, the company's vice president, Linda Marino, says that parts larger than that need dedicated fixturing because the fixturing has to be welded together. She adds that in many cases if the CMM is on the production floor and hundreds of the same part are being checked, a dedicated fixture is often used.
But, when it comes to modular fixturing, which is available in kits, "the CMM operator can use the system every day by assembling a different fixture to hold parts for easy accessibility in the measuring process. This also allows easy changes ‘on the fly' which saves time and money, unlike a dedicated tool that would require an entire rework or scrap," says Marino.
Repeatability
Fixture repeatability is an often discussed but too often overlooked issue. "A lot of people talk about repeatability of the fixture and sometimes they get too hung up on thinking that the fixture needs to be super accurate, when, in a sense, there's not a need for it to be really, really accurate," says Ray. "Everybody in the industry builds their fixtures to be precise, but truly there's not a need for that because the CMM's software can compensate." The repeatability stems back to the software program and who is writing it, as well as how the person built the fixture.
Jim Vander Wal, president of Omni Structures International Inc. (Ada, MI), says that while customers ask about repeatability on a regular basis, the real issue is gage repeatability and reproducibility (R&R). "The issue is that the components are a small part of what becomes the means to get you good gage R&R. The gage R&R comes from competent, capable, conscious design. You can put the best parts in the world into a fixture, but if the design is not capable of doing the job, then the gage R&R will fail."
Ray adds that to an extent the fixture does affect repeatability, but the real key to creating repeatability is the accuracy of the CMM at the time of the gage R&R, the operator's ability level and how the fixturing software is written.
Vander Wal explains that a good programmer can take a less than adequate machine and get potentially much better gage R&R than a poor programmer can get on an exceptional machine. He likens it to racecar drivers: "My grandmother in an Indy car is not going to do quite as well on a race track as A.J. Foyt or Mario Andretti in a Neon."
The first step that any CMM programmer should do is to define the origin of the part, says Ray. He explains that this can be accomplished by establishing a few features on the part, whether it is two lines to create an intersection along with a point for Z, or two holes that are aligned to each other to establish the exact position of the part. "This takes out any variability in the setup, from person to person and from one time to the next. Let the CMM do the work for you, and you will get the best gage R&R possible from your CMM and the fixture setup."
Misconceived Notions
Ray believes that one of the biggest misconceived notions, particularly in the automotive industry, is that a part needs to be secured in bodyline position, that is the exact position that it is to be used on a car. He says that current CMM software can rotate the axis of the part no matter how it is measured. "It doesn't matter if a door is laying down, CMM operators can rotate it up. Manufacturers spend a lot of time and money building fixture setups or dedicated fixtures to accommodate a part in body position," Ray says.
Marino agrees. Her company's fixtures are designed to be tipped on their sides and then reoriented in the software. Because a CMM's measuring envelope is only so large, this can particularly help when trying to get a CMM to a part that needs to be inspected, whether it is surface measurement, hole locations or edges.
Ray says another debate in the industry is fixturing a part to the datums. He explains that often an engineer will build a fixture to simulate all of the datum points so the part sits on the datums. "They believe that the fixture is exactly hitting on the datums. In reality it potentially might not; it could be sitting slightly off. The CMM software can drive the machine exactly to that point for the datum and measure the datums."
A datuming fixture might clamp everything down or hold it specifically as it is machined, forcing the part to conform to the fixture, according to Vander Wal. He says, "The goal is to have parts in their natural state so they will fit into the position people are trying to put them into."
Simplicity
Fixturing is not for everyone. Marino, Ray and Vander Wal all agree that it takes some imagination.
Vander Wal says his company's motto is, "We provide everything but your imagination."
Probably the most difficult aspect of fixturing is looking at a physical part and determining the best way to fixture it for accessibility without spending hours doing it. The key is to keep the fixturing simple. Simplicity makes accessibility, repeatability and training easier.
When a fixture becomes complicated with an excess of fixturing components, the CMM may have a difficult time accessing the part to be measured. Limiting the number of fixture components allows the CMM access to the part without having to use more than one fixturing setup.
Limiting the number of fixturing components also ensures a better repeatability factor, making the fixture easier to set up for subsequent runs.
In a labor market where workers job hop, training is critical. "Jim" could be the CMM operator today, but could be with another company tomorrow. If someone new needs to be trained, and the fixturing is complicated, a company runs the risk of having a line shut down or a bottleneck because it is taking hours to set up the fixturing for a single part. "The simpler, the fewer pieces and the fewer things that are used to hold it, is without a doubt the best option," says Ray.
But fixturing is not black and white. For example, if five people are handed the same part and told to build a fixture for the part, each person would design something different. No one design would necessarily be right or wrong; all may be just as good as the others, but the key is usability.
Vander Wal says overcomplicating the fixture can cause more problems than it solves. To keep things simple, he suggests that when a fixture is complete, the user should step back, rebuild it and then strip it down as far as possible. "Anybody can make something that is outrageously complex," he says, "but the beauty is making it simple and making it work."
Ray agrees. "Once you're done, take it down by about 30%. It won't be needed. It's just not necessary."