
One of the most compelling trends in measuring parts is the drive toward 100% inspection. At its heart are systems and techniques capable of digitally "painting" surfaces with millions of data points.
Doubt can be eliminated as to whether any flat surface is truly flat, and whether a curved surface conforms exactly to the geometries-arcs, splines, helixes, surfaces of revolution, swept volumes blends-that created it.
Conventional touch-probe measurement of any flat or curved surface, even probing hundreds of points, leaves the majority of the part's surface unexamined. In a 100% inspection strategy, an alternative to the programming of carefully prescribed inspection routines is possible. The entire surface can be instantly compared against its computer-aided design (CAD) file. Similarly, a 100% inspection strategy reveals errors in mathematically hard-to-define needs such as "ergonomic" surfaces and airfoils.
Real-Time Laser Probe Surface Inspection (RTLI) is a highly advanced form of noncontact laser-based scanning. It is a paradigm shift in measurement and inspection.

Differences from touch
The differences between RTLI and touch-probe inspection are fundamental. With RTLI, the amount of data is several orders of magnitude greater, millions of points from a few dozen. The surfaces are "painted" with points using a noncontact laser probe as if it were a digital paint roller. Large and small, surfaces can be minutely inspected. Decision makers no longer have to make do with selecting a few points on a few geometric features.
Using touch-probe techniques, often high-quality surface measurements are next to impossible to accomplish in anything close to real time. The smallest uncertainty about a part or a tool inevitably leads to costly delays of several hours or several days. As new products grow ever more sophisticated, the ability to handle mathematically complex surfaces becomes more vital, particularly in industries such as consumer products where the device is made to fit the hand or please the eye. Product surfaces are far removed from orthogonal surfaces built of geometric primitives. Their dimensions can still be verified with touch-probing, but their surfaces can
be thoroughly inspected only with
RTLI technology.
Real-time laser probe surface inspection allows complete surface data and geometric features to be gathered in a few minutes. Comparison of gathered data to the CAD file can be done on the fly.
Why does a manufacturer need millions of data points? The inspection images that come from such detailed data are ideal for trends analysis. For example, systematic laser probe measurements of a molded plastic part during production will reveal tool wear measured against the part's original CAD file or math model, and assist the manufacturer in making decisions about reworking the tool. Laser probing can assist in controlling many production processes.
Mapping the surface
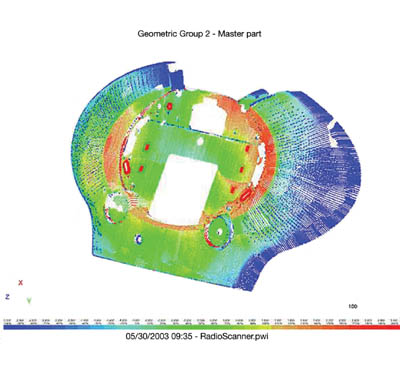
To ensure that 100% of a surface really was inspected, RTLI systems generate contoured color maps called, "weather maps." These maps reveal the precise topography of a surface by comparing it to the CAD file from which it was generated. The maps show errors, deviations from specifications and the relative distance of any point on a surface from the edge of the CAD nominal.
The software maps errors in green for points that are in tolerance, red for points that are out of tolerance and blue for points with too little material. These color displays show every place where something must be done to maintain tolerances and specifications.
Laser probing produces a prodigious amount of data that can be gathered in a few minutes. While not much of an advantage on prismatic parts, unless a slight surface sag or bulge is suspected, collecting such data has value with sculptured surfaces.

Common equipment
Decision makers no longer have to settle for something contradictory-very precise approximations-and hope for the best. There is no more need for tedious statistical justifications of the interpolations between measured points.
Four pieces of state-of-the-art technology are common to every RTLI system.
• A laser probe to gather points on a surface. The newest generation of these devices gathers between 15,000 and 25,000 points in 3-D space per second with an accuracy of 50 microns or better. Probing is done at rates of 15 to 200 scan lines per second, and each scan line contains hundreds of points. Using leading-edge technology, these devices are advanced from earlier generations of scanners used in reverse engineering.
• A portable coordinate measuring machine (PCMM). PCMMs can measure to ±16 microns, varying with the size of the arm. A PCMM and laser probe system can measure to ±66 microns.
• Software to process the laser probe's cloud of points fast enough for real-time comparisons with the part's original CAD data and smart enough to identify any geometric features. To keep pace with today's laser probes, the inspection software should be able to read and process nearly 1.4 million points per minute in real time.
• Top-of-the-line laptop computers. As of early 2005, this means dual-processor PCs with 2 or 3 gigabytes of random access memory, central processing units with clock speeds in the gigahertz range and 2 gigabytes of "swap" space for calculations. RTLI developers recommend 64-bit processing and the latest versions of the Windows XP operating system.
A turnkey solution purchase is recommended. This ensures thorough integration of all system components; somewhat customized integration is required between the laser probe, the CMM arm and the inspection software. Plug-and-play compatibility of these systems is three to five years away.
For RTLI to work, data from two very different hardware systems, laser probes and arm joint encoders must be mathematically merged into a single
3-D coordinate space. The software has to compare 20,000 or more points per second with the original CAD file or solid model, and display the errors.
RTLI will affect real-time decision making in nearly all areas of manufacturing operations, including:
• First-article inspections, particularly for formed and assembled products, and components not easily measured or inspected by previous technologies.
• Ad-hoc, on-the-fly dimensional measurements, including "what if" analyses, when all is going smoothly.
• Troubleshooting.
• Straightforward dimensional checks.
• Verification that parts' surfaces meet all applicable regulations.
• Inspection of surfaces that could be involved in warranty claims or product liability lawsuits.
• Documentation for customers.
Meeting specific needs
Touch-probe and contact measurement systems will remain the preferred way to address the majority of factory floor problems. Such problems are more often linked to dimensions of and between objects and features rather than to those objects' surfaces. These systems will continue to be used in manufacturing plants because of the cost of RTLI systems.
Laser scanning came of age during the early 1980s for reverse engineering purposes. Scanning emerged as a way to generate digital data from physical models or actual parts when no CAD files were available. Because these parts were almost always machinery components, and fundamentally geometric and orthogonal, relatively simple point clouds would suffice.
Those clouds contained a small fraction of the data generated by today's RTLI systems. Before RTLI, data overlaps troubled those using scanners for reverse engineering and inspection.
Using RTLI, there is no need to wrestle with overlapping scan data. If "painting" a surface with laser points puts two, five or 50 points at the same 3-D coordinates, it doesn't matter. The more data, the greater the accuracy of the inspection.
Laser probe and inspection software retrofits are bringing some CMMs back to life. The advantages of 100% surface inspection outweigh the considerable drawbacks of fixed-in-place CMMs and the cost of retrofitting them to today's surface inspection technologies. Q
TECH tIPS
• Real-Time Laser Surface Inspection gathers millions of points of data in 3-D space vs. conventional touch-probe measurement, which gathers a few dozen.
• RTLI is suitable for parts that have complex, contoured
surfaces.
• Software must be able to process thousands of collected data points for real-time analysis.
• Standards for RTLI
are being set by an industry standards committee.
• Current RTLI system costs make the technology suitable for specific applications.
sidebar: Setting Standards for Real-Time
The builders of Real-Time Laser Probe Surface Inspection (RTLI) systems are coordinating some of their efforts through a standards committee known as the Optical Sensor Interface Standard (OSIS) Committee. OSIS is developing standardized interfaces between CMMs and noncontact optical probes and scanners.
The OSIS efforts underscore the critical role played by software in RLTI systems. Inspection software is "the glue" that joins together the points gathered by the laser probe and the points gathered by feedback from the portable coordinate measuring machine's arm.