
The Thread-View System includes an X-Y stage with a set plug held between the arbors. The camera sits on top of the screen and a light source sits to the left, though the technician would not see this because the entire assembly is covered with a black acrylic shield. Photo: Johnson Thread-View Systems LLC
It is a common challenge for operators of thread measurement methodologies: to identify new technologies that can improve the repeatability, accuracy and speed of measurements. They've been asking what they can do to reduce thread-plug calibration, product inspection and manufacturing process control costs. They also have been exploring ways to better comply with ISO, industry, government and customer specifications without adding to labor and equipment costs, and to better ensure they produce or purchase dimensionally conforming threaded products.
Quality control and metrology has not seen a breakthrough technology for thread measurement since supermics and optical comparators, the most widely used technologies in the marketplace today, according to Stanley Johnson, executive vice president of The Johnson Gage Co. (Bloomfield, CT) and president of Johnson Thread-View Systems LLC. "We've now found a way to take a 100-year-old tradition in thread measurement and move it giant steps ahead with more accurate reporting of data and less cost in the measurement of screw threads."
Johnson is referring to the Thread-View System Model 3620, which he says is the industry's first fully automated, non-contact thread measurement system. "Companies are using Thread-View to calibrate go/no-go set plugs and work plugs, and perform first-article, in-process and final inspection of manufactured items," he says. "It's a faster, more accurate system that dramatically changes the inspection of both threaded products and working and setting thread plugs."

The Thread-View System measures about 33 inches wide by 33 inches deep by 62 inches tall and weighs 600 pounds. The system also can be used with an external CD burner that allows the technician to “burn” calibration certificates for archives. Photo: Johnson Thread-View Systems LLC
A better view
Thread-View is an X-Y coordinate system made up of a vibration-resistant base and bridge subassemblies capable of performing a 3-minute measurement cycle for 12-thread characteristics to a half-micron-0.000020-accuracy. The camera, lens and lighting systems produce a high-resolution image of the thread profile, measuring major diameter, pitch diameter, minor diameter, leading, trailing and included angles, and thread-root radius for the UNJ Series, the Unified J Profile for Aerospace. The system automatically prints a calibration report at the end of a measurement cycle. In addition, the system is NIST traceable.
"Most importantly, the system removes the human element from the measurement cycle," Dave Stevenson, vice president of finance for Johnson Thread-View Systems, says. "Studies show that current tools for calibrating work and set plugs are time-consuming and require operator ‘feel' and interpretation. As such, repeatability of measurements can be difficult to achieve."
The system processor consists of a dedicated computer that fully integrates with the staging system, Stevenson adds. "It's controlled by the software system, and ease of operation is emphasized. Once the threaded component is placed between the arbors, the job is simple because Thread-View does all of the hard work."
Operating from the main screen, the technician answers several questions using the dialogue boxes, Stevenson says. The system gathers information about the item being measured-whether the technician is calibrating a gage, or inspecting a product or plain diameter pin. It also gathers information about size, thread series, threads-per-inch, class of fit and even whether the measurement is in inches or metrics.
When calibrating plug gages, the user selects whether the gage is a master set plug or work plug and determines if it is a go or no-go member. Upon completion of the selection process, the system automatically retrieves the minimum and maximum tolerance parameters established for that thread size. The technician clicks "go" and the system completes its measurement cycle and publishes the measured values. The values display in green if they are within their tolerance limits. Otherwise, they are shown in red.
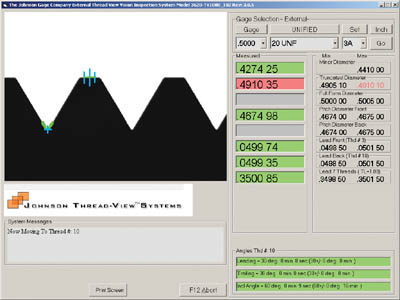
The screen shot toward the end of a calibration shows a 0.5000 20 UN 3A set plug. The red and green cells show that the Thread-View System has started to return data. Measurements within tolerance are highlighted in green. The red highlights indicate that the truncated diameter exceeds design limits. The left side of the screen shows an image of the 10th thread. The blue and green lines indicate that the system is calculating thread dimensions. Photo: Johnson Thread-View System LLC
Customer applications
Because current technology to calibrate threads depends on operator interpretation, experience is a critical element in any calibration laboratory. A small manufacturer of precision components purchased a Thread-View System for calibration of their plug gages and inspection of threaded products. The manufacturer's key customer is a supplier of fluid power systems for vehicle components, and they were faced with a challenge: how to resolve the issue of thread quality. The current process provided thread measurement data that often failed to match up with the operator's results. To avoid costs associated with sort, scrap and rework, the customer used Thread-View to obtain an objective, repeatable measurement.
Another technician was facing difficulty with his supplier's quality as it related to threaded components. Analysis performed on the vendor's traditional equipment showed the thread was in tolerance. A 3-minute measurement cycle using the new system indicated deformation on the flank angles of the thread. The customer stored the file and electronically transferred the image of the thread to its vendor, which identified a problem with their tooling, and the challenge was solved.
Another key challenge can surface when a technician might need 45 minutes or more to perform and record a full calibration. In this event, many technicians inspect only one or two characteristics of a thread-far less than specifications require. For safety-critical components, this is insufficient at best. One manufacturer of valves for the nuclear industry came up with a solution: The company used Thread-View to provide data on 11 thread characteristics, print out the certification and store the measurements electronically in the fraction of the time it might take to measure two characteristics, transcribe the number and type the data into a database. The quality control manager, now armed with the additional information provided by the new system, is better equipped to control quality.
A new day
"This new system is orders of magnitude above current thread-gage calibration, process control and product inspection methods," Johnson says. "The bottom line: It removes human error and, with the repeatability, accuracy and speed of measurement, technicians can meet customer and industry thread specifications while improving manufacturing process control and reducing costs.
"Whether it is improvements to process control, which diminish sort, scrap and rework and selective assembly attributable to thread nonconformance, or reductions in the costs of calibration, new technologies such as this achieve a rapid return on investment."
sidebar: Quality Specs
• The Thread-View System is a fully automated, non-contact thread measurement system. The human element is completely removed from the measurement cycle.
• The X-Y coordinate system includes vibration-resistant base and bridge subassemblies capable of performing a 3-minute measurement cycle for 12-thread characteristics to a half-micron-0.000020-accuracy.
• The system processor consists of a dedicated computer that fully integrates with the staging system. It is controlled by the software system, and ease of operation is emphasized.