Leak tightness of products is an ongoing concern for many product designers, manufacturers and users. Automotive manufacturers, in particular, are facing increasing demands to reduce emission requirements that can be a result of leakage as well as warranty cost.
Great confusion exists in the definition and application of leak tightness. That confusion is a result of improper leak-tightness design specifications. As product leakage is typically a micro-flow phenomenon, there are difficulties in applying relevant tools for testing, correlating and analyzing leak tightness during product manufacturing and quality control. To simplify leak tightness specifications, a clear, generic concept for leak tightness, based on the Equivalent Channel (EC) or Equivalent Diameter concept, is gaining popularity.
Furthermore, as leak tightness requirements get more stringent, so is the pressure to reduce leak tightness cost and complexity. Traditional low-level leak testing, such as helium mass spectrometry, is replaced with advanced micro-flow sensors and technology that utilize air.
What is leak tightness testing?
Leak tightness testing is a dynamic gas micro-flow measurement to detect the existence of one or more leak flow paths or micro-channels. In other words, it defines and detects the existence of "pinholes" in a given product. If looking for a pinhole or Equivalent Channel geometry, define that geometry as a leak tightness specification.
The traditional definition of leak testing parameters as flow parameters causes confusion for a variety of reasons: it requires an understanding of flow regimes and gas flow dynamic; tolerances and values cannot be calculated accurately for many applications; measurement units and gas type cause confusion; and leak-flow readings are strongly dependent on a specific setup, therefore, correlation is a major issue.
The definition of the leak-testing requirement as a maximum allowed micro-channel geometry or Equivalent Channel provides a more consistent and clear definition, as well as several advantages:
• Controlled EC can be reproduced using recent micro-fabrication technologies.
• All technical personnel understand geometry; few are experts in micro-flow.
• Liquid and vapors will plug or cannot pass through an Equivalent Channel of certain geometry while air and trace gases can. Liquid will plug micro-channels because of impurities, surface tension effects, electrostatic adhesion of the liquid or vapor to micro-channel walls. Experiments can establish the size of Equivalent Channel for a given application. Once established, that becomes the maximum allowed pinhole for a given type of product.
• It is easy to correlate various production leak testing systems and technologies, such as helium hard vacuum, air-micro-flow, He accumulation and P-Decay.
Air Micro-Flow Technology
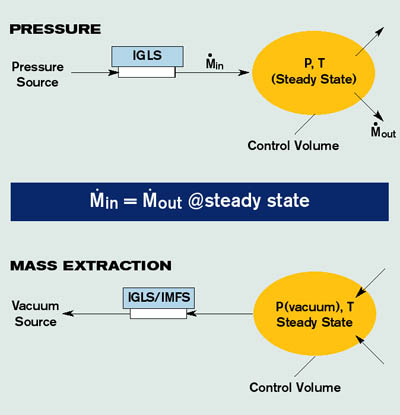
The micro-flow general concept for leak testing is based on the Mass Conservation Law: at steady state condition, the mass flow into (or from) a control volume equal to the mass flow leaking from (or into) it. Measure the "make up flow" to hold constant pressure (or vacuum); this is the leak flow rate.
An advantage of this method is that it is a direct measurement, not derived, that uses air and can measure ultra-low leak-flow rates. A direct measurement enables dynamic (signature) test before reaching fully developed flow for a shorter cycle time.
Measurement is not volume sensitive. The time it takes to develop a steady state flow is dependent on the ratio of leak rate and test volume.
Application
When using the Equivalent Channel Concept to determine leak tightness of a product and to set up a production leak test system, the leak test instruments work as a "comparator." Attaching the EC to any given "accepted" part must:• Fail the test.
• crease the readings during a repeat test, by a factor of two or more. Measurement units are irrelevant.
• Initially, longer tests are performed to investigate sample parts behavior and set up tolerance and repeatability.
• Test time will shorten significantly after behavior patterns of a given product type and same products with EC are established.
• Most of the time, during repetitive quality control production leak tests, the leak test system operates as go/no-go gage. Gage repeatability is important, but absolute leak flow values are not.
The adaptation of the EC concept for leak tightness will simplify product technical specifications and product tightness correlations across a wide range of industries.
The applications of air micro-flow sensors and measurements technologies enable to reduce cost and simplify the leak test process, while ensuring product seal integrity and meeting newer customer demands.
sidebar: Fill Time: Stability and Test Time
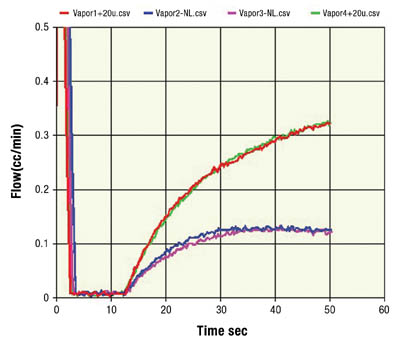
The following example demonstrates the concept of setting up a production leak test system for a product with an Equivalent Channel (EC) specification. The blue and pink lines demonstrate an accepted part. The red and green lines demonstrate a repeat test of the same part with an EC attached to the part inlet. Note the significant increase of leak flow rate because of the attachment of the EC.
As part + EC readings after 40 seconds are 2.5 times higher compared to the part, it is obvious that the part seal integrity is better than the EC. In other words, there is no pinhole larger than the EC size of 20 microns.
Once few samples of accepted parts are obtained, there is no need to repeat each part test with or without an EC. For a continuous production, one can set the leak tester acceptance limits to reject higher leak rates produced by a single part as compared to a master part and part + EC signatures. Note that the accepted part demonstrates a flat line or is at steady state flow after 30 to 40 seconds. Source: ATC Inc.
sidebar: Equivalent Channel Definitions
Micro-channel. A smooth and round channel where L>>d (L/d>~100).Diameter is specified in micrometers (microns)-1 micron is 3.94*10-5 inches.
Note: Limitation of optical microscope for d<5 micron is wave-length of light: 0.53 micron.
Sharp Edge Equivalent Diameter. Sharp Edge EC- (L/d<100)
Typically, laser drilling or hot wire process is less consistent, but need to be used at some test conditions.
Note: There is a significant difference between sharp-edge orifice and long-channel of the same diameter. Micro channel will flow less air/helium and liquid and be more likely to get plugged with liquid.

