Anyone who has faced a production problem with a need to solve it by using production data can relate to the notion of a brain teaser. The brain teasers presented here are based on real-world situations encountered by workers in manufacturing environments. The brain teasers have three parts: (1) the situation, (2) available data or other supporting information and (3) questions that various workers need answered for continual improvement. Recommended solutions follow in the next issue.
Situation
p> Patty is the production manager for a company that makes computer components and supplies. She has just learned that one customer has registered a complaint about tape width related to a shipment of back-up tapes used in tape drives. Because the width of the tape is critical, this customer requires process behavior charts and capability analyses with each shipment to document predictability and capability of the process that produces the tape.Periodically, the customer will measure samples of the incoming tapes and create charts to compare to the supplier's documents provided with the shipment. According to the customer's analysis, the process that produced the most recent shipment of tapes was not predictable; the charts that were sent with the shipment indicate that the process was predictable. Patty has asked Graeme, a quality engineer, to determine why the two analyses give different results.

Available data
Data from production appear in the table, "Production Data for Tape Width." Graeme was able to obtain the data and the chart from the customer. These data appear in the table, "Tape Width in Shipment 81405."
Questions
1. Is the analysis of production data on tape width supplied by Patty's company correct in concluding that the process is
predictable for tape width?
2. Is the customer's analysis of tape width correct in determining that the process producing the tape is unpredictable for tape width?
3. Why is there a conflict in the
two analyses?
4. What actions should Patty take to resolve this dilemma?
Answers to August Brain Teaser
Charles, a process engineer, is working on a project to convert manual assembly processes to automated ones. One step involves inserting a pin on a swivel frame into an opening on a platform for a security camera. Operators manually assemble these parts, often requiring multiple attempts to find a match. Also, many component parts that do not match are left over. Charles has collected data to study the component parts for this process.
Q: Are all opening inside diameters and pin outside diameters in specification?
A: Based on the data that Charles collected, all of the opening inside diameters and pin outside diameters are in specification. However, with the stated individual component specifications, there will be the chance of selecting two components, at random, that do not meet the clearance requirements.

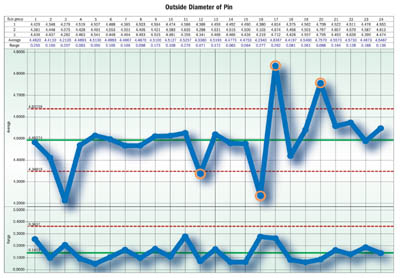
Q: Can Charles predict that these dimensions will continue to meet their respective specifications?
A: An analysis of the opening inside diameters using a process behavior chart shows that this process is unpredictable. See the chart, "Inside Diameter of Opening." Similarly for the outside diameter of the pin, a process behavior chart shows that the process producing these pins also is unpredictable. See the chart, "Outside Diameter of Pin." The nature of unpredictable processes is that there are causes of exceptional variation present that prevent a process from performing the best that it can. For both components, the standard deviation based only on routine variation is small enough for all units to meet their respective specifications if the causes of exceptional variation were eliminated and the processes remained on target. Until these processes achieve a predictable state, it would be unwise to make any predictions regarding their ability to meet specification.
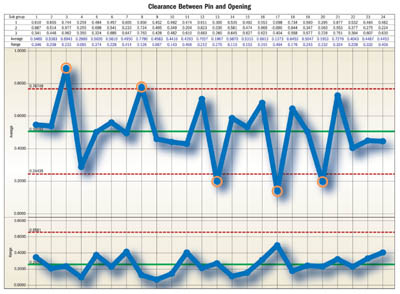
Q: Why are the operators having trouble getting the pins to fit the opening in the platform?
A: Meeting the current specifications for the individual components will not guarantee that the clearance specification will be met. Also, the unpredictable behavior of the two components adds variation to each component. As a result, there are time periods when the components have values that are closer to the specification limits than the target. When this happens, the operators are likely to find extremes that do not fit within the clearance specifications. See the chart, "Clearance Between Pin and Opening."
Q: Is this process step ready for automation?
A: No, this process step is not ready for automation. First, the processes that produce the components for the assembly must be brought into a state of predictability by removing the causes of exceptional variation. Next, the variation of the component dimensions needs to be reduced so that with random assembly all assembled units will meet the clearance specification.
Dr. Sophronia Ward is a continual improvement specialist. Brain teasers are now incorporated in the new training programs, Six Sigma Training for Champions, Black Belts and Green Belts, offered by Dr. Ward and her associates at Pinnacle Partners Inc. For more information, call (865) 482-1362 or visit www.pinnaclepartnersinc.com.
