
The Consolidated Biscuit Co.'s (CBC, McComb, OH) 850,000 square-foot facility employs 1,200 people whose mission is to keep the sweet tooth satisfied. Thirteen production lines pump out 100 million cookies and crackers per day.
With four production facilities, CBC's largest plant in McComb, OH, is breaking new ground with an old concept-statistical process control (SPC).
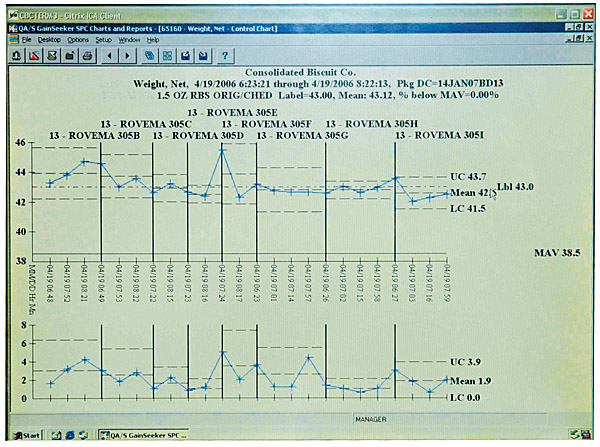
CBC has used control charts for years, but now the culture of process control is permeating the company. In addition to the product quality requirements, the food industry has stringent requirements for packaging. Critical-to-Quality Characteristics (CTQs) of the packaged product include final package weight, product expiration and production lot labeling. If one or more of these CTQs is not correct, expensive product holds, repackaging or product giveaways can result.
A product giveaway results when packages of food are over the labeled package weight. Ideally, every 1-pound package of cookies would weigh exactly 16 ounces. Because the FDA enforces minimum product weight standards, a common practice is to put more product in each package than the label specifies in order to avoid approaching the minimum allowable value (MAV). When this happens, the result is called giveaway and it is counted in terms of the equivalent number of cases of product that are sent out daily without charge-a few ounces at a time. The cost savings attributed to giveaways is substantial.
Giveaways got the attention of managers at CBC. Statistical process control was in place for package weights, but the frequency of the checks and the location of the scales made for long response times if a problem was found. If packages were found to be below the MAV, product holds, quarantines and repackaging resulted. To avoid the time and money that holds cost the company, a little extra product was put in each package-just to be safe. Reducing giveaways represented a significant cost-reduction opportunity, and the newly hired director of quality was given the task.
Veteran quality professional Kevin Rackham was new to the company, but not to the quality field or to team problem solving. He embraced the opportunity to develop a statistical process control system that could keep pace with the high-volume bakery, and he knew that a software solution would probably be required, but before making the first phone call, he recruited a quality improvement team.
The team included packaging operators, the packaging and maintenance managers, quality technicians, manufacturing and industrial engineers, the maintenance manager and an information technology resource. They set out not only to put a software-based SPC system in place of the paper and pencil control charts, but to redesign the process of package weight control altogether.
System Requirements
The team started by defining their system requirements. The stated goal of the team was to develop a weight monitoring and tracking system that would provide an accurate and reliable means of documenting product weights, ensuring compliance with packaging weight laws.Weighing stations would need to be portable so they could be used on any line and easily relocated as production lines are reconfigured. It would need to meet all the sanitary requirements of the plant and fit in tight spaces around the production lines. Easy operator sign-in and product SKU selection were important, and no manual data entry should be required-it would be time consuming and an opportunity for errors. Data integrity had to be easy to ensure.
As the ideas developed, the possibilities did, too. Package labeling specifications should be accessible from the system so that the latest version was always available on the production floor. Pallet stacking diagrams should be accessible as well. Product lists should be line-specific, to speed the initial operator sign-in.
The team met with representatives from three software companies. While all three could meet the basic requirements of a computerized SPC system, one stood out in terms of the value they could add and the service they could deliver. Hertzler Systems Inc. (Goshen, IN) introduced their GainSeeker Software to the team and could meet all the technical requirements. Operators could sign in by swiping a barcode on their badge. Permission levels could be established, and with the right permissions, supervisors could add new operators from stations anywhere in the factory. The charting options were beyond what they thought was possible.
The entire team was introduced to the software's capabilities in hands-on training sessions with a Hertzler technician. With a full awareness of GainSeeker's capabilities, the team could finalize their requirements for the software and hardware.
Next, the team designed the data collection station itself. The result was a tall stainless steel and plastic cart riding on lockable casters. Each cart houses a personal computer with a keyboard and mouse, a barcode scanner and a scale. A wireless network ensures the ultimate flexibility. Wheel the cart up to the production line, plug in the power cord, swipe the badge and the operator is only seconds away from weighing the first sample.
At the heart of the system a Microsoft SQL server database houses the data in the company's IBM AS/400. Additionally, GainSeeker pulls scheduling information down from the master schedule on the AS/400. When the operator signs in and indicates a packaging line, he is presented with a list of products scheduled for that line on that shift.
In the McComb plant, 13 production lines feed two to 10 baggers on each line. CBC's control plans require five-piece samples be taken every half-hour from each bagger. To accommodate the volume of samples, 13 SPC carts are now in use across the facility. A packaging operator takes his hourly sample to the cart, swipes a badge, selects the bagger number from a drop-down list, selects from the scheduled products and begins weighing. One bag of cookies is placed on the scale. As soon as the scale stabilizes, the weight is recorded and the operator is prompted to remove the first bag and place the second bag on the scale. After all five bags are weighed, if an out-of-control condition occurs, the operator is prompted to enter the cause of the condition. Additionally, e-mails are sent to process owners as out-of-control conditions occur.
Buy-In
The value of this immediate feedback became obvious shortly after the installation of the GainSeeker system. One of two baggers on the same cookie packaging line showed an out-of-control condition. The supervisor and process engineers were notified and began looking for the root cause. The problem was found-not in the bagger, but in the cookies. An upstream dough extruder had a bad bearing that caused the amount of cookie dough dispensed to vary.In addition to making SPC real-time, work instruction document control has improved using GainSeeker. Operator instructions including pallet patterns and where to place date code labels are now stored electronically. When changing cookie types or package sizes, operators access instructions through GainSeeker that are always available and always the latest revision.
A key element in CBC's quality system is a daily lot report. At the end of each production shift, a lot report is generated from the GainSeeker system with lot identification and process information. Although lot-specific data is archived in the SPC database, this official document is signed by the production supervisor and is used to document each line's daily performance. The cases of product giveaway is calculated by GainSeeker, printed on the daily lot report and then loaded back into the AS/400 for later analysis by a financial analyst.
"We really don't know what we did without it," says Deb Keeler, the McComb plant's quality manager. "People really use the system. Operators are paying more attention to their weights and we (management) have better visibility of what's happening. In the past when there was a problem on the floor, we'd have to come back to the office to look up the product specifications and historical data."
Quality director Kevin Rackham not only receives e-mails at his desktop computer but also accesses them on his PDA. In fact, he can access real-time process data about product running in any plant from his PDA via the wireless network. "A number of times I've been on the floor when I received an alert to my PDA that a problem was happening on one of the lines. Before arriving at the production line, I had reviewed the control chart and the operator comments and was ready to talk to the operators and supervisor about the problem," Rackham says.
The cost savings resulting from improved process control in packaging paid for the GainSeeker system's purchase and set-up in well under a year-and that doesn't include future process improvement projects that will use the data provided by GainSeeker.
The success in the packaging department has gained the attention of plant leadership. Potential applications of the software and the carts are being explored for use by the maintenance department for documentation of preventative maintenance and for verification of sanitation schedule compliance. Upstream in the baking and mixing departments, the potential for real-time process control is enormous. Rackham says, "We've only scratched the surface of what GainSeeker can do for us."
Hertzler Systems
(800) 958-2709
www.hertzler.com