
A little more than 10 years ago Tect Corp.'s Cleveland forging plant, specializing in aircraft engine blades, installed its first coordinate measuring machine (CMM). The company's plan was to reduce dependency on ubiquitous hard gages, particularly guillotine gages, many of which cost $50,000 to $60,000. The company partnered with the provider of its CMM software, PC-DMIS/Wilcox Associates (Danville, CA), to develop an airfoil analysis package that would support its diverse analysis and reporting requirements.
Within several years the company was no longer purchasing hard gages for new jobs, and saving tens of thousands of dollars in tooling costs annually as a result. Then Tect Corp. turned its attention to the use of CMM-based data collection and analyses to further improve its manufacturing capabilities and lead times. From this simple beginning, the company's measurement capabilities have evolved into a complete, networked enterprise metrology system spanning design, engineering and manufacturing.
EMS for Blades
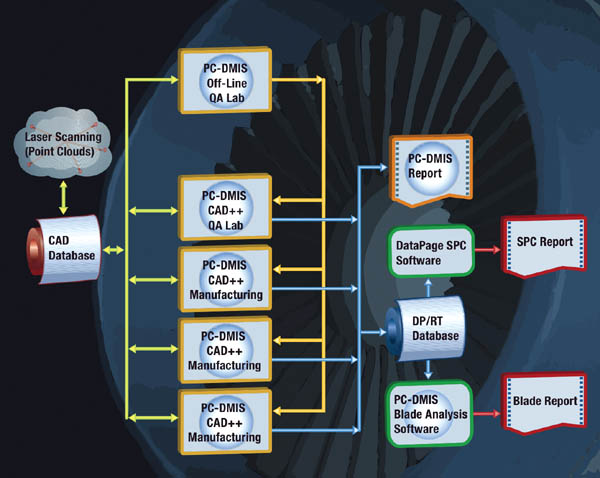
An enterprise metrology system (EMS) is an integrated assemblage of digital measurement equipment, compatible measurement, data collection, analysis and reporting software, all linked to a common, open database via a network spanning all phases of a manufacturing organization that uses dimensional information. The purpose of an EMS is to support the objectives of lean manufacturing by eliminating the duplication of effort associated with data collection, and making sure that data and analyses are comparable and available when needed.
Tect Corp.'s enterprise metrology system, established in several phases under the direction of Ray Prosek, process control manager, includes four networked Brown & Sharpe CMMs; multiple data collection probes; PC-DMIS C++ dimensional measurement software; PC-DMIS workstation for off-line programming using data imported from CAD; a DataPage database used for collecting and archiving all PC-DMIS programs, dimensional data, analyses and reports; DataPage RT real-time SPC reporting software; PC-DMIS blades analysis and reporting software; bar coding software and label printer; and a proprietary software package to create airfoil surfaces from point clouds captured by the laser probe.
The measurement systems are used on the shop floor by hourly personnel to measure parts for the verification and adjustment of tooling setups for the most critical final forging operation. The appropriate PC-DMIS measurement program for the part is selected from an archive of nearly 100 programs by selecting part numbers from simple pull-down menus. A picture of the part and its appropriate orientation on a simple near position holding fixture is flashed on the screen.
When the operator has positioned the part correctly for measurement, he presses a screen button. The software drives the CMM through a fast sequence of iterative alignment measurement hits on the part and uses the information to calculate the exact location of the part in space. The system then automatically executes a complete inspection of the part.
Measurement data is sent to the engineering lab's DataPage database where it is analyzed by the PC-DMIS blade airfoil analysis package. This software generates a report showing individual cross sections of the airfoil annotated with critical data. The package also generates textual reports providing dimensional or statistical data in a tabular format. A typical tabular report might include leading edge, trailing edge and maximum thickness for 20 sections, all on a single page.
At the end of each production run, the last piece forged is measured with PC-DMIS and analyzed carefully to determine if the tooling needs any rework. With this approach, tools retrieved from storage for subsequent runs are always production ready.
In the engineering lab, a CMM equipped with a continuous scanning and a laser-scanning probe are used to measure existing tools. The data captured is used to identify modifications that were made on the shop floor to make the tools run better. These changes will be made to the CAD model and computer numerical control (CNC) programs to ensure that they reflect the optimized tools that are actually used in production.
Tect Corp. also is embarking on a program to digitize smaller tools that are currently being manufactured by EDM. This information will be fed into the CAD system so that programs can be generated to manufacture these tools on the company's new high-speed milling equipment.
All of the part and tooling inspections and reports, as well as inspection programs, are retained in the enterprise metrology database resident in the engineering lab. Authorized personnel can readily obtain this information from any device on the network.

EMS Advantages
Four CMMs with common software and a blade analysis package have reduced dependency on hard gaging for inspecting numerous forging designs the company manufactures in a given year. Prosek says guillotine gages used to be cost-effective when typical production runs were in the thousands. However, they are difficult to justify today when customers are likely to order a couple hundred blades at a time.
While the blade analysis software can emulate a guillotine gage for go/no-go inspection results, it also can provide variable information with graphic reports detailing where and by how much critical areas of the blade deviate from the CAD nominal. This allows technicians to make subtle modifications to the tooling for more precise forgings. Tect makes two types of blade forgings: precision, which only require polishing before they are shipped; and near net shape, which require subsequent machining operations. In the first instance, more precise forging results in a more precise end product. In the latter instance, greater precision means far less metal must be removed during subsequent machining of the blade. This is a great cost saver.
Variable information blade analysis reports give production staff precise information regarding how tooling should be modified or adjusted to achieve an accurate and stable manufacturing process. In the past this type of variable information could only be obtained by using feeler gages to measure gaps between the guillotine gage and the part-a time-consuming process.
The forging process, with temperatures in excess of 1,600 F and forging pressures in the neighborhood of 12,000 tons, is abusive to the tooling. Prior to being forged, titanium billets and preforms are coated with an aqueous suspension of glass particles to prevent oxidation. While this coating provides some lubrication, it also can accelerate die wear in areas where there is a build up of the suspension.
Recently, Prosek has been studying blade measurement data archived in the enterprise metrology database to determine how tooling wear progresses in various areas of the part over a single production run. With this information it is possible to alter some of the tooling dimensions within specification to compensate for progressive wear, making it less likely that the tooling will require machining before the run is complete.
When large- and even medium-sized parts are removed from the forging process, they frequently bend and distort under their own weight. In this condition many do not fit in hard gages for inspection and cannot be introduced to subsequent processes until they are reheated and warm-straightened on a special press. The CMMs can measure parts regardless of their distorted condition. This provides immediate variable data quantifying how badly and in what manner parts are distorted so that process corrections can be made immediately if they are needed.
Recently Tect Corp. purchased a high-speed ultra-precision milling machine, which the company uses for making its forged parts tooling. The result has been more precise, better wearing tools and it has introduced more precision into the forging process which, in turn, has reduced manufacturing costs by further minimizing downstream operations. Prosek has been using the CMM and analog-scanning probe to digitize tools that are currently being made with EDM equipment. This process is now being streamlined with the introduction of a laser probe capable of capturing thousands of points at a time, further improving the reverse-engineering effort to duplicate legacy tooling for full integration into the forging process.
Because most of these advantages result in incremental improvements throughout the enterprise, it is difficult to place a dollar value on them. However, some savings are readily quantifiable.
From the beginning, dramatically reducing the need for additional hard gages (guillotine and trim) has justified the acquisition of CMMs, software and network architecture at Tect Corp. Prosek's conservative estimate is that these avoided costs, since the CMMs were introduced about 10 years ago, amount to about $600,000.
Other easily identifiable savings are being obtained in the area of post-production tooling evaluation. Prosek says, "Evaluation of tooling for rework after a forge run used to take our forge shop supervisors about an hour to an hour and a half. With the CMMs it takes about 15 minutes. Considering the number of setups required per year and our hourly rates, this projects to an annual cost savings of at least $45,000."
Benefits
-Four CMMs with common software and a blade analysis package have reduced dependency on hard gaging for inspecting numerous forging designs the company manufactures in a given year.
-Variable information blade analysis reports give production staff precise information regarding how tooling should be modified or adjusted to achieve an accurate and stable manufacturing process.
-The CMMs can measure parts regardless of their distorted condition. This provides immediate variable data quantifying how badly and in what manner parts are distorted so that process corrections can be made immediately if needed.
-Evaluation of tooling for rework after a forge run used to take the forge shop supervisors about an hour to an hour and a half. With the CMMs, it takes about 15 minutes.
(800) 343-7933
www.wilcoxassoc.com