Situation
Melinda has just been promoted to the newly created position of quality director at a small robot manufacturing company. She is accountable for all data provided to customers about the critical characteristics of the manufactured robots. One customer has requested that Melinda provide process behavior charts with all shipments; she is evaluating some new software that will make the charts automatically. One feature that was emphasized by the software provider is that the limits on the charts will be updated every time a new data point is added. In her past experience, Melinda has used charts where limits were held constant until a significant process change was made for the better. She wants the option to be able to determine a range of data values for calculating the limits and then keeping these limits until they need to be changed. The software provider said that this cannot be done with their product.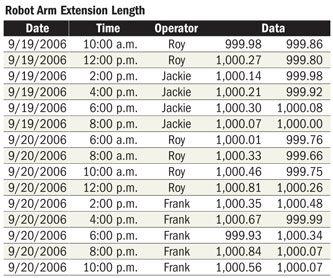
Available Data
Melinda has some data for several critical characteristics of the robots her company sells to this specific customer. One of these characteristics is the extension length of the robot's arm. This extension length has a specification of 1,000 millimeters ±1 millimeter. In the table, "Robot Arm Extension Length," Melinda has summarized the data for production on September 19 and 20, 2006. At the end of the first day, she set up the software and calculated the limits with the available data. During production on the second day, data were entered automatically into the software from the measuring instrument and the chart was updated with a new set of limits based on all of the data.Questions
1. What is the behavior of the robot arm extension length after the first day?2. As each new set of data is used and new limits are calculated, how does the robot arm extension length behave?
3. What would Melinda have noticed if the limits on the process behavior chart had not been recalculated each time there was new data 4. What are the consequences of continually recalculating limits as new data are collected?
Answers to October Brain Teaser
Juan manages the department in charge of repairing and replacing failed computer parts and is under pressure to reduce costs. He decided to focus on the costs associated with the time to isolate the failure and make the repair. The guaranteed turnaround time for returned components is 24 hours. In many situations, Juan sends the customer an identical part that was previously repaired or a new one from current production. The data he collected to study the costs includes number of units returned, repair time, number of new parts used, percentage of returned parts not repairable and percentage of parts OK.
Q: What is the behavior of the returns and repair processes for hard drives?
A: Both the number of parts returned and the percentage that could not be repaired were unpredictable. For the number of parts returned, the first five weeks showed a wide, zigzag behavior with the last eight weeks of the quarter showing a predictable process with an average of 139.6 and natural process limits of 121 to 158. The repair time was predictable at an average of 51.2 minutes with natural process limits of 16 to 86. Both the number of new parts used in the returns and the percent of returned parts OK were predictable. The number of new parts used averaged 72 with natural process limits of 36 to 108 while the percentage of returned parts OK averaged 6.3 with an upper natural process limit of 14. See the charts, "Number of Parts Returned" and "Time to Identify and Repair Failure."
Q: How does understanding process behavior help Juan to evaluate possible ways to reduce costs?
A: Process behavior is key to making management decisions because of the critical difference between predictable and unpredictable processes. An unpredictable process has exceptional behavior that might distort the costs at one or more time periods. Identifying and eliminating the causes of exceptional behavior can lead to opportunities to reduce costs. Predictable processes are essentially locked into a behavior that may be detrimental to reducing costs. In such cases, a fundamental change will be necessary if costs are to be reduced. For example, the time to find and make a repair to a faulty part is currently predictable. Finding faster ways to identify the failure and make the repair could lower labor costs, but this would require a fundamental change in the way the failures are identified and fixed.

Q: Based on the data available, what might Juan work on first to reduce costs?
A: Reduction of time to identify and repair the units, as well as the number of new parts used, are two areas for investigation and both of these processes are predictable. Reducing the time and the number of new parts used could reduce costs in this department.
Q: What additional data and analyses could help Juan take actions to reduce costs in his department?
A: Juan could step out of the current box and compare the costs of the current approach for handling returned parts with the costs associated with a certain amount of improvement in the time and use of new parts. For example, if the time to identify and repair the faulty parts could be cut in half and the number of new parts used also cut in half, what would be the reduction in costs? Also, Juan might compare the current costs with a completely different approach such as always sending a new part in return for a faulty one-do not repair the faulty part. His department would still need to determine the failure for feedback to production in order to work on eliminating the faulty parts in the future.
Dr. Sophronia Ward is a continual improvement specialist and Six Sigma Senior Master Black Belt and coach. Brain teasers are now incorporated in the new training programs, Six Sigma Training for Champions, Black Belts and Green Belts, offered by Dr. Ward and her associates at Pinnacle Partners Inc. For more information, call (865) 482-1362 or visit www.pinnaclepartnersinc.com.
