Anyone who has faced a production problem with a need to solve it by using production data can relate to the notion of a brain teaser. The brain teasers presented here are based on real-world situations encountered by workers in manufacturing environments. The brain teasers have three parts: (1) the situation, (2) available data or other supporting information and (3) questions that various workers need answered for continual improvement. Recommended solutions follow in the next issue and on the Web at Quality Online (www.qualitymag.com).
Situation
Katrina is the manager of quality assurance at her company and she is required to submit information on first pass yield to all customers for all critical characteristics. One customer questioned the first pass yield data provided for the surface finish of an airplane component. According to the customer, the data values appeared too good to be true since they were higher than all other suppliers of materials. After a review of the data being sent to the customer, Katrina agreed that the data looked “too good to be true” because she was aware of a lot of rework to get the surface finish to pass. She decided to ask questions of the quality assurance technicians about the way the first pass yield data are collected.
Available Data
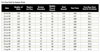
The table, “First Pass Yield for Surface Finish,” gives a two-week summary of the daily first pass yield values sent to the customer with details of the number reworked and the final number passed. The quality assurance technicians explained that the first pass yield data sent to the customer counted all components that passed, including the ones that had been reworked. They explained that this was appropriate because every component sent to the customer met the specification for surface finish.Questions
1. What is the real first pass yield for surface finish of this component?2. What is the total yield based on the total number tested and the total number passed?
3. The final column in the table contains the first pass yield values sent to the customer. How were these calculated?
4. What is Katrina’s challenge as she talks with the customer about first pass yield?
Answers to August Brain Teaser
As production manager for a company that makes heat exchanger tubes, Leon is working with the quality department to make certain that the process for measuring the wall thickness is “good enough” to rely on the measured values. A measurement study was conducted on wall thickness for two sets of 10 heat exchanger tubes. Two technicians made two measurements on each tube in each set. The quality manager analyzed the data and reported that the measurement technique was adequate for one set of tubes but not the other-without indicating which was which. (Note: All answers are based on the X, R chart method from Minitab, version 15.)Q: What is the repeatability for each set of heat exchanger tubes?
A:The repeatability for the first set of heat exchanger tubes is 0.007 mm. For the second set of tubes, the repeatability is 0.0078 mm.
Q: What is the reproducibility for each set of heat exchanger tubes?
A:Reproducibility for set 1 and set 2 of heat exchanger tubes is 0.013 mm and 0.011 mm, respectively.
Q: What is the total amount of variation for each set of heat exchanger tubes?
A:The total standard deviation for each set of heat exchanger tubes is 0.019 mm and 0.046 mm, respectively. These answers will vary according to the software package used and the formulae involved.
Q: How well can the measurement technique discriminate between exchanger tubes in each set?
A:The discrimination ratio (DR) is an indicator of how well a measurement process can discriminate among the parts that are used in the study. For the parts in set 1, the DR equals 1. For the parts in set 2, DR equals 4. A discrimination ratio of 4 is a minimum for a measurement technique to detect differences in production parts.
Q: Why might the quality manager say that the measurement technique was OK for one set of tubes, but not for the other?
A:The repeatability and the reproducibility (R&R) for each set of tubes is essentially the same. Reproducibility is a measure of operator differences. In both sets of data, the total gage R&R takes up more than 40% of the specification, but the part-to-part variation in set 2 is much greater. This gives a discrimination ratio that is greater and achieves the required minimum of 4 to be able to detect differences in production parts. If the quality manager uses the discrimination ratio as a guide, the decision is that the measurement technique is adequate for the second set of tubes. However, the total variation for the first set of tubes is only 57% of the tolerance. The quality manager might decide that the measurement technique is adequate for the first set of tubes based on the total amount of variation. Finally, if the causes of the differences in the operators were discovered and eliminated, the reproducibility would be eliminated and only the repeatability would remain. This would improve the discrimination ratio for both sets of data.
