Anyone who has faced a production problem with a need to solve it by using production data can relate to the notion of a brain teaser. The brain teasers presented here are based on real-world situations encountered by workers in manufacturing environments. The brain teasers have three parts: (1) the situation, (2) available data or other supporting information and (3) questions that various workers need answered for continual improvement. Recommended solutions follow in the next issue and on the Web at Quality Online (www.qualitymag.com).
Situation
Jill is the production manager for a small company that manufactures key blanks for a variety of different home door locks. In the past week, one customer-a large home supply chain-cancelled all of their business because 25% of the keys made from one type of blank have been returned. The home supply chain recorded customer complaints; the keys were too short or too long to work correctly.
At a morning production team meeting, Jill asked Sara, the quality manager, to research the problem and provide a report for the afternoon meeting.
Available data
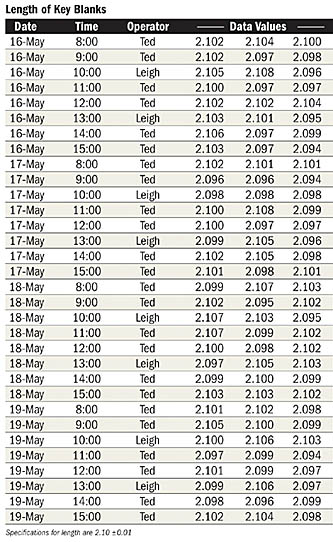
Sara located the most recent process behavior charts for the length of key blanks. Current information indicates that the control limits were calculated in April based on data for one month of production during which time the process was predictable. Data for the time period in question by the customer are summarized in the table, "Length of Key Blanks." The control limits in use during this time are provided in the table, "Recent Control Limits for Length of Key Blanks."
Questions
1. Using the most recent control limits calculated in April to analyze the data provided, what is the behavior of the process? What is the behavior of the process if the limits are recalculated?
2. From the available information, what could be investigated that might shed light on the customer complaints about the length of the key blanks?
3. Is there any evidence on the process behavior chart that indicate that it would be beneficial to make separate charts for the two operators?
4. What should Sara report for the afternoon meeting?
Recent Control Limits for
Length of Key Blanks
Average Chart
Upper Control Limit 2.1050
Central Line, X 2.1001
Lower Control Limit 2.0952
Range Chart
Upper Control Limit 0.0122
Central Line, R 0.0047
Answers to May Brain Teaser
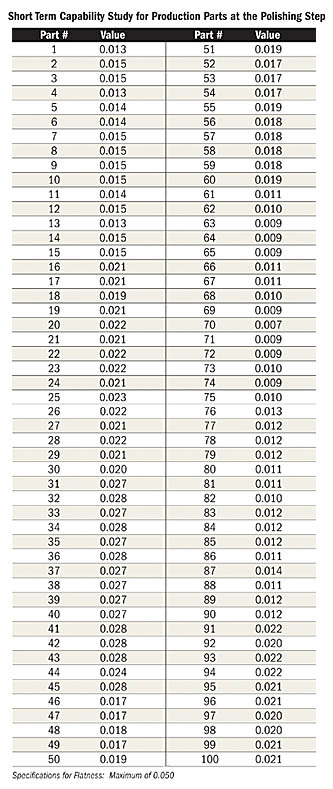
As the new customer service representative for his company, Travis must conduct capability analyses for all new products. One customer has stressed that all capability studies show predictable processes. For the short-term capability analyses, each based on 100 pieces from the process, Travis is pleased with the results for all but one study. In this study, all 100 pieces are in specification but the process in not predictable.
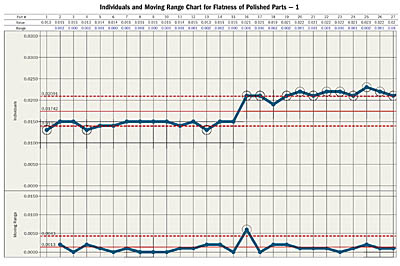
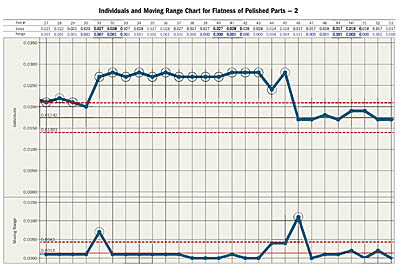
A: An individuals and moving range chart for the 100 values of Flatness shows an unpredictable process. There are five moving ranges outside the upper control limit that correspond to the jumps in the data values on the individuals chart. After each jump, the flatness data values appear to vary around a new average. See the graph, "Individuals and Moving Range Chart for Flatness of Polished Parts."
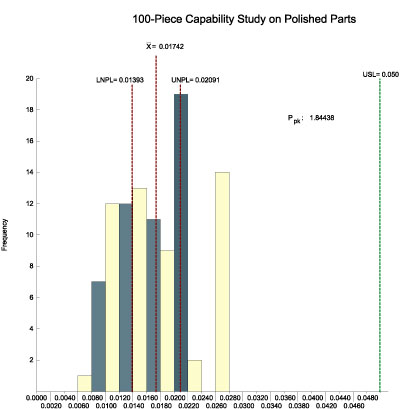
Q: What do the capability indexes indicate about this process?
A: The capability indexes, Cp and Cpk, are not appropriate to use because they require a predictable process to be meaningful. The indexes, Pp and Ppk, are worst-case scenarios based on the lack of predictability. Ppk = 1.84 which indicates that the total variation from both routine and exceptional causes in this unpredictable process is still small enough for the current product to stay below the upper specification. However, as long as the process remains unpredictable it would be foolish to rely on this Ppk value. See the graph, "100-Piece Capability Study on Polished Parts."
Q: What is the best way to approach the 100-piece capability study for the polishing step?
A: The individuals and moving range chart shows five jumps in the flatness values. Both before and after each jump, the process appears to be relatively stable and the jumps occur after every 15 data values. Because 15 parts are polished at a time, it appears that the variation within each set that are polished together is much smaller than the variation for pieces that are polished in different sets. An appropriate way to conduct a 100-piece capability study at the polishing step would be to select one piece from each of 100 sets of polished pieces and analyze the flatness using an individuals and moving range chart. The capability of the polishing step from one set of pieces to the next can be evaluated using these 100 values.
Q: How should Travis communicate this dilemma with the customer?
A: Travis could set up a meeting with the customer to demonstrate the situation with the sets of pieces that are polished at the same time. The variability that is critical to the customer will typically be dominated by the set-to-set variation. If the set-to-set variation is predictable and small enough to achieve a Cpk required by the customer, this should lead to an acceptable outcome.
Dr. Sophronia Ward is a continual improvement specialist. Brain teasers are now incorporated in the new training programs, Six Sigma Training for Champions, Black Belts and Green Belts, offered by Dr. Ward and her associates at Pinnacle Partners Inc. For more information, call (865) 482-1362 or visit www.pinnaclepartnersinc.com.
