Situation
A manufacturer of computer parts, such as hard drives and CD/DVD drives, will repair or replace all parts that fail within the first year. Turn-around time for this service is guaranteed at 24 hours. Typically, a replacement part is sent out the day the failed part is received. The replacement part may be new or a refurbished part that was returned earlier by another customer. Returned parts are sent to diagnostics and rework.Juan manages the department that handles all returns, replacements and repairs. He is under pressure to reduce the costs in his department. These costs include labor, new units from production and some materials for repairs. To study the costs in detail, Juan has decided to focus on the time to find and repair returned units, the percentage of returned units that cannot be repaired and the number of new units used for returns. His challenge is to minimize the costs associated with his department while providing the best customer service.
Available Data
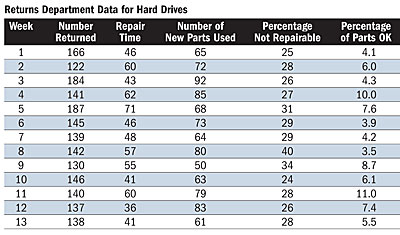
Juan decided to concentrate on the part with the highest volume of returns-computer hard drives because the major costs are associated with the labor to find and correct the component failure regardless of the component type. He has received data for the past 13 weeks on the following measures for hard drives: number of returned parts, time to identify the failure and repair the returned parts, number of new parts shipped as replacements, percentage of parts that cannot be repaired and percentage of returned parts that work correctly. These data are summarized in the table, "Returns Department Data for Hard Drives."Questions
1. What is the behavior of the returns and repair processes for hard drives?2. How does understanding process behavior help Juan to evaluate possible ways to reduce costs?
3. Based on the data available, what might Juan work on first to reduce costs?
4. What additional data and analyses could help Juan take actions to reduce costs in his department?
Answers to September Brain Teaser
As a new Six Sigma Black Belt for a sand casting manufacturer, Vicky spent the first few weeks reviewing the results of completed Six Sigma projects. She focused on the control plans that typically use process behavior charts for critical measures to ensure that project gains are sustained. Vicky has noticed that the limits used on some process behavior charts have not been updated to reflect current process behavior. She selected the chart for sand temperature to discuss with the corporate quality director.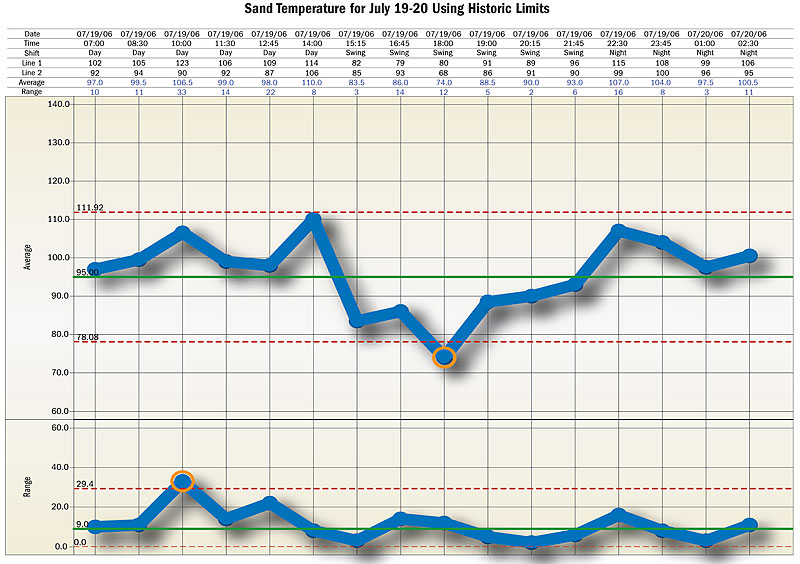
A: To recreate the process behavior chart for sand temperature that Vicky was given, use the control limits provided and plot the data for the three shifts on July 19-20 in subgroups of size 2. See the chart, "Sand Temperature for July 19-20 Using Historic Limits."
Q: What conclusions can be made about the behavior of sand temperature with the current central line and limits?
A: Using the limits provided, the July 19-20 data show two signals of exceptional variation: a point below the lower control limit on the average chart during the swing shift and a point above the upper control limit on the range chart during the day shift. Based on these historic limits, sand temperature is not predictable. It shows a decrease in the average for swing shift and an increase in variation during day shift. Vicky has noticed other signals with previous data, but as far as she can tell, there has been no effort to identify and remove the exceptional causes.
An additional issue regarding sand temperature is that of the two lines. In reality, these are two different processes and Vicky needs to analyze the data from each line separately to find out if both lines have the same average and variation.
It turns out that both lines have similar amounts of variation, but the average for Line 2 is approximately 8.5 degrees or about 1 standard deviation lower than Line 1. In the future, it is advisable to use separate process behavior charts for real-time control for each line since they are separate processes.
Q: If the intent in the control plan for sand temperature is to have a real-time response and action plan, what specific situations need to be addressed?
A: The first level of response is to notice the presence of a signal on the chart as soon as the signal appears and then determine appropriate immediate action. If the cause of the exception is easily identified, then take immediate action to remove the cause of the exception. If the cause of the exception is not obvious, take action as needed to bring the process back into a predictable state. The second level of response is to find the cause of the exceptional variation and take actions to remove that cause from the process.
Causes of exceptional variation in the average sand temperature can be a simple as an incorrect setup or as complex as a malfunction in the performance of the temperature equipment. Regardless, control plans with real-time responses to data plotted on a process behavior chart require the users to take appropriate actions to remove the causes of the exceptional variation in the process. Some of these actions may be included as part of the control plan.
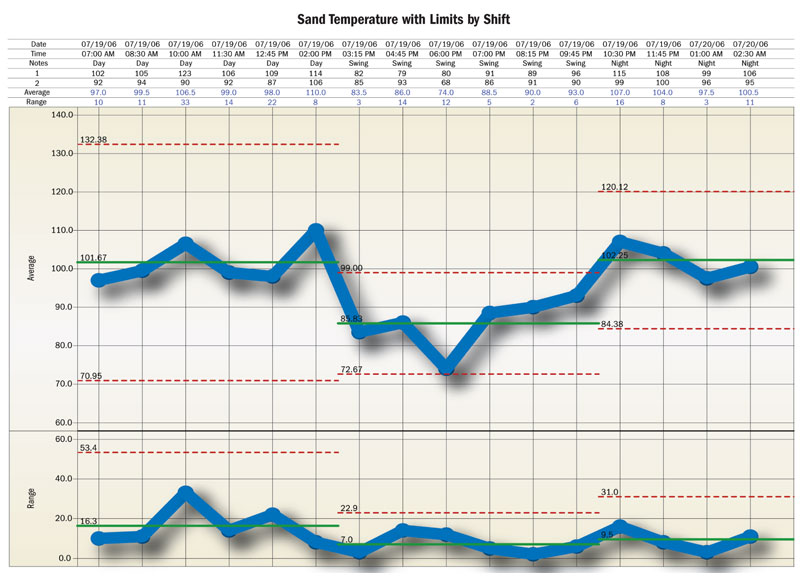
For the July 19-20 data, it is appropriate to compute limits for each shift because day and swing shifts had different signals. These separate sets of limits show that day shift has much higher variation than the other two shifts while swing shift has an average that is about 15 degrees below the average for the other two shifts. See the chart, "Sand Temperature with Limits by Shift." From this analysis of the data, Vicky can begin a search for the causes of the exceptional variation.
A: As a first action, Vicky should propose that she lead a team of four to five people to review all of the control plans from Six Sigma projects, including a review of the way process behavior charts are currently set up. Members of this team should include several leaders of the Six Sigma projects and several people who are responsible for using the control plans. The goal of this review team would be to make appropriate changes in the control plans so that real-time responses and actions will lead to finding and eliminating the causes of exceptional variation to ensure ongoing predictable processes.
