Like most test techniques deployed in the production environment, having a robust, reliable and accurate instrument is only part of a successful test. Other factors are equally important and must be considered before building a test system.
Eddy current inspection is ideal for on-line, high-speed, nondestructive examination of metal parts to check for hardness, case depth variations, and cracks or flaws. Historically, eddy current inspection has been successful in the assessment of reactor heat exchangers in the nuclear power industry and for various applications in the aerospace industry where safety is the highest priority. More recently, however, eddy current inspection has become ideal for testing industrial components.

Test system defined
First, an introduction to the fundamentals of turnkey test system specifications is needed. This will help deliver competitive advantage and peace of mind through the knowledge that 100% inspection of parts is catching 100% of defects produced.The buyer should focus on the definition of success, specifying the machine, probe choices, the importance of part orientation and choosing a supplier. The first step in a successful testing system purchase is to establish criteria outlining specific outcomes desired by the operator.
Two basic testing system criteria must be satisfied:
• It must detect and segregate fault conditions from good parts.
• It must reach that determination at an acceptable production speed.
The next step is to determine where a part must be tested. For example, it is unusual to test a whole part for cracks. It is more common to test one or more areas of a part where cracks most likely are to occur. Knowing where to test a part helps to ensure that the part's characteristics, cycle time and testing system are more efficient, saving the operator both time and money in the long term.
Together, the customer, the manufacturer and, when necessary, the machine builder must work together to develop the best specification to meet the customer's technical and economic needs, and they must agree on the criteria that will be used to challenge the machine in its final acceptance.
Machine specifications
Eddy current test systems are highly sensitive. As such, it is essential for the system designer to be aware of all fault conditions a customer wants to detect to set up an appropriate reject criteria. Some of the newest eddy current testers use multi-frequency testing for hardness, case depth or material characterization. This enables the operator to set up the tester using known good parts, and then select the appropriate test frequencies for the good parts. Multi- frequency testing can identify parts with fault conditions that may be unforeseen by the customer.Reject criteria should be determined at the beginning of a project, during the feasibility study. Work with a manufacturer that has a team of experienced applications engineers who can discuss needs in detail. The customer should share parts with the engineering team to assess whether the test itself is practical.
Next comes the probe choices. As the industry strives for faster production rates without sacrificing quality, at times even the newest test equipment may struggle to keep up. Even fast procedures such as eddy current testing will have difficulty meeting cycle times. However, it is not the fundamental technology that places a limit on the test; it is the part-to-probe interface that makes a difference. This is particularly true when performing crack or flaw tests on a part that must be checked in several locations.
To perform the test, the part must be in motion relative to the probe or the probe must be in motion relative the part. Then, two basic approaches are followed: The first approach is to move the probe perpendicular to the rotation of the part-scanning the part in the desired areas. One or more moving probes are usually required to accommodate basic part geometries; more may be required for complex parts.
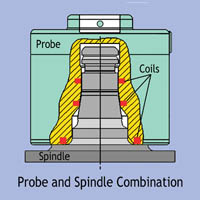
The second approach is to build a special probe mount in to which multiple coil windings can be attached. The mount is configured to match the part geometry and align the coil windings with the desired test locations. As suggested, it is uncommon to test the whole part. The advantage of this approach is that the test coils can be enabled virtually-simultaneously-so that the test is completed as quickly as possible.
Eddy current probes wear and become damaged, and an array of probes can be expensive. To minimize the cost, multi-channel testers can be used and the individual windings manufactured as replaceable plug-in modules. This saves the customer time and money and offers a system to which it is easy to add more coils for future expansion or in the event the tester is redeployed. Scanning the part reduces the number of coils required but it may be slower, and additional mechanical components may increase the price of the system.
Part orientation
The eddy current test compares the electromagnetic characteristics of parts being tested against stored data for known good parts that have been used to set the test parameters. Unless the whole part is being tested for hardness or material characterization, the hardness test coils and the crack test probes are placed adjacent to specific locations on the part. If the part is asymmetrical, the coils will be in different locations with respect to the areas they were designed to test if consistent orientation is ignored. In effect, a part that is reversed from the orientation of the calibration parts is considered a different part and would fail the test.When the eddy current test is being applied for the detection of cracks or flaws, consistent proximity between the part and the probe is vital. The farther away from the part, the less sensitive the test will become. It is clear that the eddy current test machine must feature precision engineering or the test will not be optimized.
Frequently, the sensitivity and proximity relationship can become the basis for a test itself, for example, when verifying the presence or absence of features in a product such as threads or metal components in nonmetallic assemblies.
Choosing a supplier
To recap, eddy current testing is highly sensitive, it is generally influenced by part geometry, the proximity of the probe to the part is vitally important, the correct interface between the probe, and the part significantly affects the speed and cost of the test. Also, it is highly desirable to have intimate knowledge of the process and product when designing a test system.
There are several options to consider when selecting a machine builder. Present the eddy current test supplier with an existing project. Major suppliers have their own systems-building business. This approach ensures that the equipment will be correctly integrated, that the people building the machine fully understand the application and that a representative from the supplier will be on-hand during commissioning. The representative can answer questions regarding operation, provide training and advise on the machine operation. Furthermore, after the machine has been accepted, responsibility for any warranty lies with one party only.
Another option is to work with an authorized machine integrator who has been approved by the eddy current equipment supplier. These machine builders should be familiar with the supplier's equipment and have a good relationship with the supplier's sales and technical support personnel.
Another choice is to work with an independent machine builder. Many companies can build good custom machines and they can offer a choice of test equipment. If this route is selected, it may pay to insist that the price includes the presence of a representative of the test equipment manufacturer onsite for factory acceptance tests.
Do the homework and work with manufacturers and machine builders that are known and have reputable businesses, and success will be ensured in building an eddy current system that meets a company's needs and budget. NDT
Martin Bryant is the product and marketing manager for Uson (Houston). He can be contacted at [email protected].