
The field of infrared thermography has evolved rapidly since the introduction of commercial infrared cameras in the late 1960s. Because of its ability to inspect a large area from a single side, and without contact with the surface, thermography has become a widely used technique in predictive and preventative maintenance applications, where surface temperature is a meaningful indicator of the condition or performance of a component.
Recently, there has been a significant increase in the use of thermography for nondestructive testing (NDT) and quality assurance (QA) applications. These applications require active stimulation, where the test part is thermally excited and the dynamic surface temperature response is monitored with an infrared (IR) camera. Digital data from the camera is processed and analyzed by a dedicated computer, and an image of subsurface features, or a quantitative map of subsurface thermal properties-such as thickness, depth, thermal diffusivity or porosity- is presented to the operator.
Early generations of thermographic NDT systems were based on light or hot air excitation, and analysis by visual observation of images from the IR camera by a trained operator. Results were qualitative and often inconclusive, and were limited to cases where a severe flaw could be identified with respect to a flaw-free background, for example, a delamination in a composite laminate, or water trapped in a honeycomb core. Modern industrial thermography systems use precisely controlled flash lamp sources and physics-based signal processing algorithms to perform automated and highly precise measurements of the subsurface state of a component.
While early systems were based on flaw detection by comparison with a known background, modern systems are capable of QA operations, where there is no defect to be found, but subsurface dimensions, composition or bonding does not meet manufacturing specifications.
How it Works
The increased use of thermography for NDT can be attributed, in part, to the movement away from visual evaluation of images by an inspector and toward a physics-based analysis approach where every pixel is treated as an independent time history representing the response of a point on the sample surface. For a solid sample, the surface temperature response to a brief heating pulse applied to the surface is a straight line, which will change direction if a subsurface feature blocks or absorbs incident heat from the surface.Processing techniques such as thermographic signal reconstruction (TSR) analyze each pixel in order to determine the depth of the subsurface feature, and its thermal properties relative to the host material. An image is created as the final output, based on the results obtained for each individual pixel, although automated operations where decisions are made numerically, without use for an image, are possible for many applications.
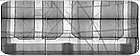
The internal structure of the cylindrical cowling is presented as a single image. Source: Thermal Wave Imaging Inc.
ASTM E2582-07
For many years, thermography was considered by many NDT practitioners to be a qualitative adjunct to mature inspection methods, such as ultrasound or radiography, and was rarely used as a primary NDT method. The subjective nature of image interpretation, coupled with the lack of standardization of heating and processing methods, made it difficult for an interested organization to develop a robust inspection procedure.Thermography achieved a significant milestone in overcoming these obstacles with the publication of ASTM E2582-07, a standard practice for thermographic inspection of composite repair patches and panels. The document represents a consensus of experienced users in the aerospace industry, and offers clear, quantitative guidelines for developing an inspection procedure based on flash thermography.
Guidelines for determining the feasibility of a particular application, and for determining the appropriate duration and rate of data collection, flash energy and minimum detectable defect size are provided, based on simple analysis of the logarithmic temperature-time plot. Many companies have found E2582-07 to be a useful guideline, and have used it as a template for the development of internal procedures.
A New Era
Previous generations of thermographic NDT equipment were only able to detect flaws that could be observed in the raw IR camera images. The resulting images were often blurred and sensitivity to small, deep or subtle features was poor. This scenario has changed dramatically through the use of modern signal processing, which is capable of detecting features that are completely undetectable by direct visual observation of the IR camera images. The resulting increase in sensitivity has led to implementation of thermography in many applications, often replacing large scale ultrasonic c-scan systems.One such application is the detection of foreign object debris (FOD) in composite manufacturing. In the layup process, stray pieces of polymer or paper backing film may inadvertently remain attached to the prepreg sheets. Once cured, the FOD may compromise the structural integrity of the part. Unfortunately, FOD is often difficult to detect for many NDT methods, as it is acoustically similar to the composite epoxy matrix, and does not present a significant density change to X-rays.
Detection of FOD also presents a significant challenge to thermography, since it does not completely obstruct the flow of heat, the way an ideal flaw such as a flat bottom hole does, and does not result in an obvious “hot spot” at the sample surface. However, the presence of FOD causes a subtle shift in the cooling rate that can be detected using the logarithmic derivative signal created with the TSR processing method.
Using this approach with flash thermography, composite parts such as jet engine cowlings can be inspected in a few minutes. In fact, thermography has been widely embraced by business jet manufacturers for engine cowling inspection, and has replaced ultrasonic inspection for many OEMs.
Since thermography is capable of inspecting a curved surface and does not require contact or coupling, no special staging equipment is required. The result of the inspection of a cylindrical cowling is presented to the inspector as a flat projection image of the cylinder. The same inspection also reveals other potential problems, such as delamination, porosity or anomalous thickness variations.
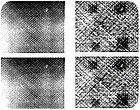
Teflon inserts typical of FOD in a graphite epoxy laminate panel are undetectable in the raw IR image (left), but apparent as dark rectangles after TSR processing. Source: Thermal Wave Imaging Inc.
Bringing the Solution to the Problem
Today, flash thermography is widely used in manufacturing NDT and QA applications in the aerospace and power generation industries. While commercial systems used in these industries have become quite sophisticated, they often are considered too large or expensive for field or maintenance applications, where an inspector manually performs the inspection, often on a scaffold, perched on the airplane or at various locations. In these common scenarios, cost and portability are key factors, yet sensitivity and accuracy remain paramount and cannot be sacrificed.As a result, the use of field thermography systems has typically been limited to simple applications where only qualitative detection of problems that have reached advanced stages is required, for example, significant impact damage in composite structures or large amounts of water trapped in honeycomb core.
Recently, the situation has changed as the advanced signal processing capability developed for flash thermography has been adapted to a variety of excitation sources suitable for field use. Low-cost handheld thermography systems with TSR processing capability coupled with small, low-cost uncooled IR cameras and simple, portable excitation sources, such as heat guns and halogen lamps, provide a level of performance normally associated with full scale flash thermography systems. While a computer does the processing in the background, the inspector does not need to interact with it, and controls the entire inspection from a handheld controller which also houses the camera. These handheld systems allow an inspector to be extremely mobile, and provide processing functions that allow on the spot validation of detected indications.


