


Quality control of painting processes in automobile manufacturing is becoming increasingly important. The requirements for efficient corrosion protection and paint quality are growing with the simultaneous goal of reducing costs. This has led to a reduction in the zinc coating thickness on galvanized steel car body parts and a tightening of the tolerances for thickness of the individual paint coatings. This process is complex due to the different methods of galvanizing the steel parts, the additional corrosion protection measures and the increase in the use of substrate materials other than steel, such as aluminum. Process control of the painting for multiple parts must be monitored efficiently in order to adhere to stringent tolerance requirements.
Traditional Measurements
The traditional approach for measuring the individual paint layers on galvanized steel parts using a magnetic inductive sensor assumes the zinc thickness is a constant, predetermined value. This approach of assuming the zinc thickness is uniform and then deducting the value to determine just the paint thickness is flawed. Even within the same car model, the zinc coating thickness can vary greatly because of the different suppliers of the body parts and can be further changed by subsequent forming operations.
Duplex Measurements
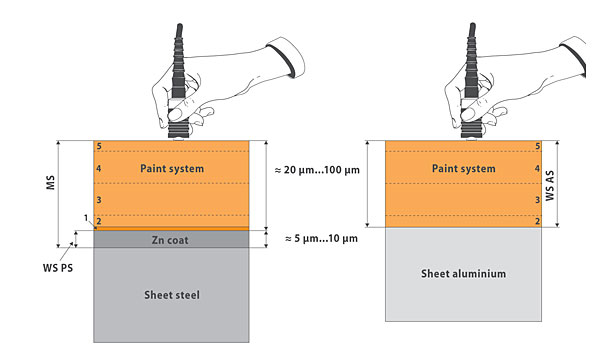
The separate measurement of thin electrophoretic dip applied coatings (see Case 1 component (2) of the paint system on the following page, e.g. 20 microns (µm) or 0.7 mils) therefore demands precise measurement of the zinc coating (approximately 5 to 10 µm or 0.2 to 0.4 mils) to allow verification of compliance with the thickness tolerances specified. Since substrate material on vehicles is changing there is a need to measure paint coatings on aluminum as well. Therefore a probe has been developed to measure typical automotive paint applications. It uses combination of a sophisticated phase-sensitive eddy current sensor and a magnetic-inductive sensor that is capable of quickly and automatically measuring automotive paint production tasks. (See diagram on the following page.)
Paint system/zinc/steel: simultaneous, very precise measurement of the zinc coating and the coating thickness of the paint system. Paint and zinc coating thicknesses are shown in the display.
Paint system/steel: quick and easy coating thickness measurement of paint applied to steel.
Paint system/aluminum: measurement of the paint coating thickness on aluminum parts.
The substrate material is detected automatically by the sensor, i.e. the operator need not worry whether he is measuring the paint thickness on galvanized steel or on aluminum parts. The zinc coating is measured with high precision in Case 1 by the phase-sensitive eddy current method through the paint coating (lift-off compensation).
Practical software algorithms ensure that this eddy current probe can be verified for accuracy without additional zinc reference standards. If, on the other hand, the measurement is being taken on aluminum parts as in Case 2, special conductivity compensation ensures that different aluminum alloys (variation in conductivity) have no influence on the measurement of the paint thickness. The correct coating thickness is always measured very precisely and reproducibly without additional adjustment. This is significant because any change in the alloy will affect a probe that is not conductivity compensated unless it is normalized on the specific alloy.
Automatic detection of the substrate material by the duplex probe sensor and employing the correct test method make it a truly universal measurement instrument tailor-made for process control in automotive production.
Measuring Inside Car Cavities
Modern car bodies are now protected against corrosion with Cathodic Dip Painting (CDP). However, it has been difficult to measure the thin layer of paint precisely in hard-to-reach cavities such as pillars, sills, beams and bracings, without destroying the part to be measured. Measured thicknesses are typically between 15 and 20 microns at those spots. Using a cavity probe designed with a slim, shaped handle with a small, hanging removable probe head to reach inside car cavities to measure CDP-coatings solves this requirement.
This magnetic-inductive probe fits through the small openings available in the car body and can measure on paint layers inside these cavities. The sophisticated design of the probe head enables the operator to take precise and repeatable thickness readings. Eliminating the need to destroy an automobile frame in order to take readings drastically reduces costs and increases the frequency of measurements—thus improving quality.
|
|
|
Case 1: Paint system/zinc/steel
|
Case 2: Paint system/aluminium
|
|
Typical example of a paint system:
(1) Zinc phosphate (≈ 1 µm)
(2) Electrophoretic dip coating (≈ 20 µm)
(3) Primer coating
(4) Top coating
(5) Clear lacquer
|
MS =
magnetic-inductive channel
WS PS =
phase-sensitive
eddy current channel
WS AS =
amplitude-sensitive
eddy current channel
|
