Brain Teasers: Frozen Shipments
Anyone who has faced a production problem with a need to solve it by using production data can relate to the notion of a brain teaser. The brain teasers presented here are based on real-world situations encountered by workers in manufacturing environments.
Anyone who has faced a production problem with a need to solve it by using production data can relate to the notion of a brain teaser. The brain teasers presented here are based on real-world situations encountered by workers in manufacturing environments. The brain teasers have three parts: (1) the situation, (2) available data or other supporting information and (3) questions that various workers need answered for continual improvement. Recommended solutions follow in the next issue and on the Web at Quality Online.
Starting at the back door, Ginger takes a tour of the shipping dock, the final inspection area and the assembly area for the refrigeration units. To her surprise, the final inspection area is backed up with people working overtime to complete the inspections. When she asks why shipments are incomplete or late even though final inspection is working overtime, the employees point to the rework area. Here Ginger finds a large number of units that did not pass inspection and are in various stages of rework. She immediately returns to her office and outlines a request for data on the following measures: number of units assembled each day, number of units each day that passed final inspection the first time, the time to rework a unit that fails inspection, the total number of shipments, and the number of incomplete or late shipments.
2. What can Ginger learn from an analysis of the production data?
3. How could one summarize the data collected on reworked units? What is the impact of rework on cost, quality and customer satisfaction?
4. Outline an action plan for Ginger based on analyses of the data.

Q: What is the repeatability of the measurement technique for each of the studies? What is the meaning of repeatability?
A: The repeatability of the measurement technique for the study on March 21, 2006, is 0.082. For the study on November 9, 2006, the repeatability is 0.075. Repeatability of a given measurement technique is the standard deviation calculated from repeated measurements of the same item or unit by the same person. It is advisable that this repeatability be based on an average of several different items or units to see if the repeatability is consistent for all of the items used.
Q: What is the reproducibility for each of the studies? How is this number interpreted?
A: The reproducibility for the study on March 21, 2006, is 0.033 and for the study on November 9, 2006, it is 0.381. Reproducibility is typically interpreted as the contribution to variation in a measurement technique from different technicians or operators who participate in the study. In general, the reproducibility is combined with the repeatability to give an overall or total amount of variation-Total Gage R&R-for a measurement study. There are two concerns with this practice.
First, there is always some amount of variation associated with the comparison of the averages of groups. In this case, the reproducibility is represented by the variation in the average result from each technician or operator in the study. However, it is not always the case that this amount of difference is more than random chance or statistically significant.
Second, if the reproducibility is large enough to indicate that there are differences in the techniques used by the technicians, then this should be a wake-up call to take actions that will minimize or eliminate this difference among the technicians. Automatically combining the reproducibility with the repeatability in a measurement study can lead to an inflated estimate of measurement process variation, as well as a missed opportunity for improvement.
Q: Calculate the percentage of the specification taken by the measurement system variation. Does this meet the customer’s guideline as stated above?
A: For the measurement study conducted on March 21, 2006, the total gage R&R value of 0.088 multiplied by 6 equals 0.528. This is only 15.1% of the specification range and meets the customer’s requirement. On November 9, 2006, the total gage R&R times 6 equals 0.388 x 6 or 2.328. This is 66.5% of the specification range and does not pass the customer’s requirement. A review of the repeatability and reproducibility values for each study reveals that the repeatability in both studies is similar while the reproducibility has increased significantly. The problem in November is that the technicians are now giving measurement results that are different from one another even though their repeatability values are still comparable to the March study.
A better indicator of the “goodness” of a measurement process is the discrimination ratio, DR. This number is a guide to the ability to discriminate units into non-overlapping categories based on the repeatability and the total variation from the production process. For a measurement process to have a minimal amount of discrimination, the DR should be at least 4.0.
Q: If Arthur believes that his measurement system for transmission is really OK, what specific actions should he take as a result of this measurement study?
A: The similarity in the repeatability values is an indication that each technician has the same amount of measurement variation individually. However, the reproducibility value for November indicates that each technician is using a technique that gives different results. Arthur should take actions first to determine what these differences are among the technicians, and second to train them all to use the same technique. He also should make certain that controls and retests are in place to catch any differences in technicians that might arise in the future. As the results from the March study indicate, it is possible for the technicians to get similar results.
Anyone who has faced a production problem with a need to solve it by using production data can relate to the notion of a brain teaser. The brain teasers presented here are based on real-world situations encountered by workers in manufacturing environments. The brain teasers have three parts: (1) the situation, (2) available data or other supporting information and (3) questions that various workers need answered for continual improvement. Recommended solutions follow in the next issue and on the Web at Quality Online.
Situation
Ginger is the plant manager for a company that makes a variety of refrigeration units used in refrigerators and air conditioners. Recent customer complaint summaries reveal a high level of dissatisfaction with the units her company manufactures, particularly with the noise levels when the units are running, as well as late or incomplete shipments. Ginger has decided to assign the noise problem to an engineer and tackle the shipping problem herself.Starting at the back door, Ginger takes a tour of the shipping dock, the final inspection area and the assembly area for the refrigeration units. To her surprise, the final inspection area is backed up with people working overtime to complete the inspections. When she asks why shipments are incomplete or late even though final inspection is working overtime, the employees point to the rework area. Here Ginger finds a large number of units that did not pass inspection and are in various stages of rework. She immediately returns to her office and outlines a request for data on the following measures: number of units assembled each day, number of units each day that passed final inspection the first time, the time to rework a unit that fails inspection, the total number of shipments, and the number of incomplete or late shipments.
Available data
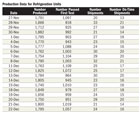
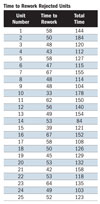
Most of the data Ginger requested was already available and are summarized in the table, “Production Data for Refrigeration Units.” Data on the time to rework units were collected on 25 units that failed final inspection and were sent to rework. These data include actual time to rework, as well as total time from rejection to next inspection. They are summarized in the table, “Time to Rework Rejected Units.”Questions
1. Do the production data support the customer complaints regarding late or incomplete shipments?2. What can Ginger learn from an analysis of the production data?
3. How could one summarize the data collected on reworked units? What is the impact of rework on cost, quality and customer satisfaction?
4. Outline an action plan for Ginger based on analyses of the data.
Answers to December Brain Teaser
To satisfy a customer requirement, Arthur must complete studies on the measurement processes used to collect the data that accompanies each shipment. One measurement process involves measurement of light transmission through a special filter. In the past, this process has met all of the requirements from the customer, but the latest study did not pass all of the customer’s requirements.Q: What is the repeatability of the measurement technique for each of the studies? What is the meaning of repeatability?
A: The repeatability of the measurement technique for the study on March 21, 2006, is 0.082. For the study on November 9, 2006, the repeatability is 0.075. Repeatability of a given measurement technique is the standard deviation calculated from repeated measurements of the same item or unit by the same person. It is advisable that this repeatability be based on an average of several different items or units to see if the repeatability is consistent for all of the items used.
Q: What is the reproducibility for each of the studies? How is this number interpreted?
A: The reproducibility for the study on March 21, 2006, is 0.033 and for the study on November 9, 2006, it is 0.381. Reproducibility is typically interpreted as the contribution to variation in a measurement technique from different technicians or operators who participate in the study. In general, the reproducibility is combined with the repeatability to give an overall or total amount of variation-Total Gage R&R-for a measurement study. There are two concerns with this practice.
First, there is always some amount of variation associated with the comparison of the averages of groups. In this case, the reproducibility is represented by the variation in the average result from each technician or operator in the study. However, it is not always the case that this amount of difference is more than random chance or statistically significant.
Second, if the reproducibility is large enough to indicate that there are differences in the techniques used by the technicians, then this should be a wake-up call to take actions that will minimize or eliminate this difference among the technicians. Automatically combining the reproducibility with the repeatability in a measurement study can lead to an inflated estimate of measurement process variation, as well as a missed opportunity for improvement.
Q: Calculate the percentage of the specification taken by the measurement system variation. Does this meet the customer’s guideline as stated above?
A: For the measurement study conducted on March 21, 2006, the total gage R&R value of 0.088 multiplied by 6 equals 0.528. This is only 15.1% of the specification range and meets the customer’s requirement. On November 9, 2006, the total gage R&R times 6 equals 0.388 x 6 or 2.328. This is 66.5% of the specification range and does not pass the customer’s requirement. A review of the repeatability and reproducibility values for each study reveals that the repeatability in both studies is similar while the reproducibility has increased significantly. The problem in November is that the technicians are now giving measurement results that are different from one another even though their repeatability values are still comparable to the March study.
A better indicator of the “goodness” of a measurement process is the discrimination ratio, DR. This number is a guide to the ability to discriminate units into non-overlapping categories based on the repeatability and the total variation from the production process. For a measurement process to have a minimal amount of discrimination, the DR should be at least 4.0.
Q: If Arthur believes that his measurement system for transmission is really OK, what specific actions should he take as a result of this measurement study?
A: The similarity in the repeatability values is an indication that each technician has the same amount of measurement variation individually. However, the reproducibility value for November indicates that each technician is using a technique that gives different results. Arthur should take actions first to determine what these differences are among the technicians, and second to train them all to use the same technique. He also should make certain that controls and retests are in place to catch any differences in technicians that might arise in the future. As the results from the March study indicate, it is possible for the technicians to get similar results.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




.jpg")