
Traditionally, when using a coordinate measuring machine (CMM) there has been a speed vs. accuracy trade off. The faster a part is measured, the less accurate the measurement results. This is especially true when scanning a part, as opposed to taking discrete point measurements, which is meant to quickly gather reams of data.
Brian Gow, Renishaw Inc.'s (Hoffman Estates, IL) England-based marketing manager for the CMM products division, says that modern CMMs can move at high speeds, up to several hundred millimeters per second, but scanning needs to be done at much slower speeds to get accurate results.
Scanning induces inertial forces, which result in measurement errors if left uncorrected. Scanning is different than touch-trigger probing in that the machine's dynamic performance is more important than the static performance, the machine being under inertial load throughout. This leads to deflections in the structure that are difficult to predict.

In working on a solution, Gow says that Renishaw did not want to require end users to use special artifacts or golden parts to scan at high speeds. The solution is a new measurement technique that can help solve the speed vs. accuracy problem. The Renscan DC, which stands for dynamic compensation, measurement technique that lets CMM users measure at extremely high speeds, but with accuracies that could only previously be achieved at low speeds.
Renscan DC is a feature-based compensation method that compensates for dynamic measurement errors introduced when scanning at higher speeds. These compensations are derived by measuring measuring each feature on a part at two different scanning speeds-one slow, one fast.
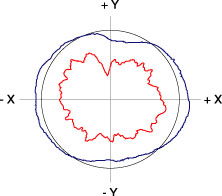
"You measure the first part at a slow speed to ensure an accurate reading," Gow says. "This establishes a baseline. Then you measure at a high speed to identify errors introduced at the high speed. The UCC (controller) then computes the difference between the high speed form and the baseline values."
This works because while dynamic errors are unpredictable, they are repeatable. By mapping the dynamic errors that are induced for each feature on the component, subsequent parts can be measured accurately at high speeds, provided that they are nominally the same size and are located in the same part of the machine.
This can dramatically reduce measurement cycle times. The process is transparent and adds just a few extra seconds on the first component measured.
New probes
The release of Renscan DC came in conjunction with a number of new products including two new high-speed probes, a new controller and a power amplifier.
Renishaw recently released the SP25M and the SP80 CMM probes that are both capable of high-speed and high-accuracy scanning.
The SP25M is two sensors in one. It can be used as a scanning probe for form measurement and reverse engineering applications, capable of high-accuracy scanning across a stylus length range of 20 millimeters to 200 millimeters. It can also be used as a touch-trigger probe, using the TP20 range of stylus modules.
Renishaw's SP80 quill-mounted probe is a passive scanning probe that uses digital scale and read head technology to produce transducer resolution of 0.02 micron. The SP80 can carry styli up to 500 millimeters long and 500 g mass, including star configurations that do not require counterbalancing.
The new controller, which is a key to using Renscan DC, is the UCC2 Controller. It features a Pentium processor with open architecture, customer interface PCI slot, non-volatile memory and Ethernet communications.
The SPA2 or Servo Power Amplifier features include full-digital tuning capability, linear, DC brushed and brushless motor capability, tacho, tacholess and encoder motor feedback, up to 8 Servo Amplifier channels and 600 watts of total output power.
TECH tIPS
• The Renscan DC lets CMM users measure at high speeds and at accuracies found at low speeds.• It does this by scanning the parts at two speeds. The first scan is done at a slow speed to get a baseline and the second is done at a fast speed to determine errors.
• The difference between the two scan is then used to compute a dynamic compensation map for that feature.