
Adjustable snap gages provide an accurate and economical way of making OD measurements. Source: Mahr Federal Inc.
There are many ways to measure an outside diameter (OD), including scales, micrometers, calipers, coordinate measuring machines (CMMs), optical beams and vision systems. The choice depends on many factors including tolerance, run size, operator skill, part size and, of course, budget. An easy, fast, accurate and economical way of making such measurements is with an adjustable snap gage.
After inserting a work piece into a snap gage, it is understood how this tool for checking precision ODs got its name. The operator has to push to get the part past the leading edges of the anvils, but after the 41/2pounds of spring tension is overcome, the part slips back against the backstop, contacting it with a good, healthy “snap.”
The master disc or gage blocks used to set the reference with a snap gage are certified accurate to within microinches. Source: Mahr Federal Inc.
Fixed Snap Gages
The earliest snap gages of the fixed or go/no-go variety did their job well, and thousands are still in use today. However, these fixed gages have some distinct disadvantages. For one thing, a different gage is required for every dimension that needs to be checked. Also, they wear, are costly to manufacture and maintain, and are notoriously subject to influence when operators get a little too forceful in trying to make a bad part pass the no-go test.But the biggest shortcoming of the go/no-go snap gage is that it tells the operator nothing about the machining process. The operator knows whether the part is within tolerance but cannot determine whether the part is gradually getting larger or smaller. This prevents the operator from being able to preemptively adjust the machining process, as he learns of deviation only after parts are out of tolerance.
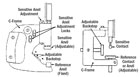
Realizing that the fixed OD snap gage had speed but not versatility, a clever gage designer replaced the upper anvil of a fixed snap gage with a dial indicator and the whole scenario changed. Indicating snap gages are able to measure to the limits of indicator resolution, and as they are comparative gages, they give the operator a window to his OD machining process and nearly eliminate operator influence. The heart of the tool is a simple C-frame casting, and measurements rely on a direct in-line 1:1 transfer of motion.
Indicating snap gages measure to the limits of indicator resolution, and because they are comparative, they give the operator a window to his OD machining process and nearly eliminate operator influence. Source: Mahr Federal Inc.
Adjustable Snap Gages
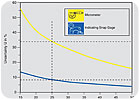
The high cost associated with buying a different gage for every dimension was not solved until the introduction of the adjustable indicating snap gage. With a typical range of adjustment of 1 inch, the adjustable snap gage can replace dozens of other measuring tools in the shop.Unlike micrometers, calipers and the like, snap gages are comparative instruments. A micrometer is a direct measuring instrument. It has a reference scale built in and the part is compared to this internal scale, its size determined as a numerical value. With the snap gage, the part is compared to a master disc or stack of gage blocks and the indicator is “zeroed” before gaging begins. The result is a relative measurement: The part is determined to be a value plus or minus the master.
This difference in reference standards says a lot about the accuracy and uncertainty of the measurement being made. The internal reference of a good digital micrometer has an accuracy of just a hair better than 0.0002 inch, despite having resolution of 50 microinches. The master disc or gage blocks used to set the reference with a snap gage are certified accurate to within microinches. Add to this initial advantage the lack of operator influence and reduced operator skill required, and better overall performance may be achieved, which can translate into a lower uncertainty of measurement.
With a standard dial indicator installed, the measuring range of an adjustable snap gage is typically 0.02 inch, with a resolution of 0.0001 inch. But there is no rule that says an adjustable indicating gage has to have a mechanical dial indicator. Digital indicators, air probes and electronic probes can be specified, as they all use the same standard38-inch diameter mounting. With an electronic probe and an amplifier, resolution of 10 microinches can be achieved for tolerance measurements tighter than 0.0005 inch.
Usually no modifications are necessary to retrofit an indicating snap gage with the probe or indicator of choice. It is a simple in-house job, and it also is possible to take an entire shop worth of old mechanical indicating gages and retrofit them with digital indicators or electronic probes, which can then be tied into statistical process control (SPC) or other computer-based quality systems.
Adjustable indicating snap gages also can be modified to accommodate special applications. Extra-large C-frames can be built to measure ODs up to 48 inches. Anvils can be side-relieved, chamfered or straddle-milled to provide access in difficult part profiles. Blade-type contacts can be used to measure diameters or grooves against perpendicular surfaces.
Usage is particularly simple and straightforward, but, as with any gage, there are a number of principles of operation and maintenance that must be observed to obtain accurate measurements and long gage life.
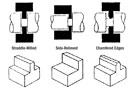
Anvils can be straddle-milled or side-relieved to fit into grooves or recesses, or to ensure they are narrower than the workpiece. Edges also can be chamfered. Source: Mahr Federal Inc.
Use and Care
The principles of care and usage for these simple OD measuring tools are straightforward. Because the body of the gage-the C-frame-is a rigid piece of metal, most care relates to the gage’s anvils. That also is where most of the precision lies.Make sure the gage is suited to the application. The anvils should be narrower than the part being measured to avoid uneven wear on the measuring surfaces. If narrow parts are repeatedly gaged on a broad anvil, groove wear may not be picked up by mastering. Measuring a small number of too-narrow parts on a broad anvil will not result in damage, but for a production run, anvils either should be modified or new anvils should be purchased.
Anvils can be straddle-milled or side-relieved to fit into grooves or recesses, or to ensure they are narrower than the workpiece. The edges also can be chamfered. This is important when measuring a diameter immediately adjacent to a perpendicular feature-for example, a crank throw on a shaft. There is usually a fillet where two surfaces come together, and if crisp, sharp-edged anvils are put against the perpendicular feature, the fillet will be measured instead of the critical dimension. Another way to phrase it is: Do not check diameters next to perpendicular surfaces-unless using the correct anvils.
Regularly check anvils for wear. They should be inspected for scratches, gouges, unevenness, pitting and rust. If problems are detected, the anvil surfaces can be ground and lapped.
Check periodically that the anvils are parallel. This is essential if anvils have been removed for maintenance or replacement. To check for parallelism, place a precision wire or a steel ball in sequence at the front, back, left and right edges of the anvils. Compare the indicator reading for each of the edges.
If an out-of-parallel condition is detected and the anvils are new, someone has probably dropped the gage. While it is recommended that the manufacturer tweak it back into shape, many shops can handle this in-house. Remove the fixed lower anvil and carefully file the seat in the indicated direction. Go slowly-just a few gentle licks-then re-mount the anvil securely and test again for parallelism. Leave the seating of the upper, moving anvil alone.
Observe the basics of good gaging practice: check regularly for looseness of components; keep the gage clean; protect against rapid changes in temperature; and master regularly. For large production runs, it makes sense to purchase a master disc the size of the part. For small runs, use stacked gage blocks. Make sure they have been wrung properly and observe the other basics of block care and usage.
Adjustments on indicating snap gages are few and simple. Set the backstop so the diameter of the workpiece is roughly centered on the anvils, as it is not a critical adjustment. To adjust the gage’s capacity, move the upper anvil until the indicator zeroes itself against the master. Then, before tightening the locking nuts, turn the adjusting nut very slightly in the opposite direction to release the torque on the lead screw. This may seem insignificant, but any amount of tension will relax itself over time. Then lock it down, master the gage and check for repeatability several times before measurement.
Wide anvils normally ensure that the gage seats itself squarely on the part. But if narrow blade-type anvils are being used to check narrow grooves, the gage needs to be held as steady as possible, squared up by eye. Offset blade anvils also impose side-loading, which can further reduce repeatability. To accommodate these shortcomings, lower resolution dial indicators are usually used with blade anvils. A 0.005-inch resolution is typical, compared to 0.0001 inch on most snap gages.
For large gages that weigh several pounds, the spring pressure on the upper anvil may be insufficient to achieve repeatability in a handheld situation. There is a simple solution-turn the gage upside down and allow the weight of the gage to rest on the fixed anvil. Then rotate the bezel on the dial indicator, so it reads right side up.
A well-maintained, adjustable snap gage provides an easy and fast, accurate and economical way of making precise OD measurements.
