
Modern developments in computer tomography now provide high precision measurements, even on internal features, using X-ray technology. Source: Werth Inc.
X-ray technology has existed for some time in the industry but until recently one could not dimensionally measure the parts. Modern developments in computer tomography (CT) now provide high precision measurements, even on internal features, using X-ray technology. The advent of this technology opens up new possibilities for verification of advanced manufacturing methods.
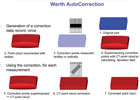
Correction of the X-ray point cloud using a correction point cloud taken from the first article with a more accurate sensor. Source: Werth Inc.
2-D Optical Measurement
In 2-D optical measurement, positions of the parts’ edges are accurately located in relation to a datum. Edges are detected using a lens to magnify and project the part image onto a charged coupled device (CCD) chip with a pixel array. The light intensity that strikes each pixel produces electronic signals called gray scale values.Intense light, where the part does not block the light, produces high values. No light produces low values.
Software evaluates where the pixel values dramatically change and establishes the locations of the edges. Algorithms compute the dimensional and spatial relationships of geometric elements to extract the part dimensions.
Concepts such as optical systems, subpixeling calculations, filtering, importance of lighting schemes, variable magnification for higher accuracy and other techniques were developed to overcome inherent errors in optical measurement. Without them, optical measurement is neither accurate and traceable nor consistent.
Likewise, complex technical approaches were developed to provide X-ray with accuracy. However, these 2-D basics provide a starting point to understand 3-D X-ray measurement.
3-D Computer Tomography
Unlike X-ray machines of the past, accurate tomography starts with machine construction. A granite base provides the foundation for precision slides and scales from coordinate measuring machine design. The base includes a high-precision rotary axis, which can include an additional axis for a multisensor approach for the highest accuracy.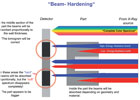
Workpieces absorb low energy X-ray beams and higher energy beams at different rates depending on material thickness. This results in so-called beam hardening artifacts. Source: Werth Inc.
Gathering the Data: Point Cloud Reconstruction
To gather data for point cloud reconstruction, the workpiece is placed on a high precision rotary axis between the X-ray tube and detector. The part is X-rayed and an X-ray projection is stored. The part is then rotated slightly and another X-ray is taken, and so on until the part is rotated through a complete 360 degrees with, typically, 400 or 800 X-ray projections. Software reconstructs these images with a known rotation angle into a voxel volume.A voxel (from volumetric pixel) is like a 3-D pixel. Instead of gray-scale light values, voxels represent density values inversely corresponding to the X-ray energy the workpiece absorbs. Evaluating where the voxel densities radically change determines the point locations on the inner and outer skins of the part. The use of calibrated gray-scale algorithms provides subvoxel resolution and accuracy for the measurement points. Connecting those points with triangles produces a stereolithography (STL) view, resembling a computer aided design (CAD) model view but representing the actual part.
Comparison with CAD Data
Results of CT are nothing like the 2-D X-ray images seen at the dentist. 3-D point clouds are captured to accurately define the contours of the parts with extreme point density. With touch probes or other traditional sensors, several points are collected and geometric elements are calculated from them such as lines, planes and circles. With dense 3-D point clouds, it is not necessary to select individual points for such calculations.To assign the points to the geometrical elements to which they belong, the point cloud is merged with the CAD model by a 3-D algorithm called BestFit. A color-coded deviation plot graphically displays the distance of each actual point from the nominal surface on the CAD model. It clearly indicates where the actual part is in and out of tolerance and by how much. This can be used, for example, to correct plastic injection molds.
Dimensional Measurement
Dimensional measurements are extracted by selecting patches on the CAD model and using standard coordinate measuring machine software to measure them as geometric elements. The software uses all the points assigned to the corresponding patch of the CAD model to calculate the dimensions of the geometric elements and the related features. For example, the position, vector, diameter and form deviation are extracted by selecting the patches and therefore the related points from the point cloud to measure a cylinder.Overcoming Resolution Limitations
The focal point size of the X-ray beam and the number of pixels of the X-ray sensor limit the resolution of computer tomography.Raster or grid scanning developed for 2-D optical measurement and applied to 3-D tomography provides the ability to capture large parts at higher resolution. High magnification, with its smaller field of view, scans sections of parts at a higher resolution. Precision machine design accurately repositions the workpiece and software developments precisely stitch the sections together into an accurate, complete 3-D point cloud making this possible.
Accuracy: Overcoming the Inherent Laws of Physics
As with optical measurement, physical X-ray effects must be understood and correctly compensated for accurate measurement.Workpieces absorb low energy X-ray beams and higher energy beams at different rates depending on material thickness. This results in beam hardening artifacts. This effect is partially reduced but not overcome with filters on the X-ray emitter.
By limiting the spectrum of X-rays allowed to penetrate the part, more uniform patterns reflecting the actual geometry of the workpiece reach the detector.
MULTISENSOR Approach for the Highest Accuracy
Fairly high accuracy levels are achieved in computer tomography using the technology thus far explained. Further refinement in accuracy is achieved with a multisensor approach. A more accurate sensor, used on the first article only, captures an even more accurate point cloud.This more accurate point cloud, taken from the geometry of the actual part type and the X-ray point cloud is used to calculate a correction matrix. This correction matrix can be applied to all parts of the same type to fine tune the accuracy of the final 3-D point cloud. The geometries and tolerances of some parts make this essential to achieve the accuracies required.
By building on the technology that was developed for optical and multisensor measurement, it is now possible to incorporate X-ray as a sensor for precision measurement. Advances in computer technology to rapidly process large amounts of data and new software developments open the door for this new technology. It will lead to new possibilities to reduce verification costs and meet the needs of manufacturing innovations.
