QUALITY MEASUREMENT: Measure Completely and Accurately

Inspection is a critical element of any quality program. In addition to the dimensional inspection of workpiece functional elements-typically with tight tolerances-evaluating products increasingly involves the inspection of free-form surfaces that are not relevant to the function.
Examples of such requirements include plastic parts such as cell phone cases, housings for electrical plugs or automotive parts. With current technology, geometries with tight tolerances are measured with coordinate measuring machines (CMMs). Complete acquisition of a component requires the use of many rotary and tilt positions. Programming of such measurements requires experience and is time-
consuming. Some sensors also require that the component be pretreated, such as being sprayed with white paint to obtain sufficient contrast for
optical measurement.
What is missing is a measuring device that allows complete, accurate and rapid measurement of the component’s functionally relevant dimensions, regardless of its complexity, without preparation of the component and without extensive programming.
Today, a typical first-article inspection report consists of up to 500 or 600 dimensions. In order to inspect the part for function, normally 10% of these measurements are necessary. The rest is used mostly for later reference and, in general, to check for the correct shapes of radii and slopes.
Taking into account the state of the projects on which these measurements have to be made, saving time provides potential for improvement.
A new system takes advantage of the X-ray computed tomography principle in order to perform measurements during the first out-of-tool (FOT) procedure, as well as for the full first-article inspection.
The idea behind this approach is to obtain a 3-D point cloud of the entire part with all surfaces and inner geometries, including voids and bubbles. The point cloud can be evaluated by software for all types of applications-inspection, FOT testing and first-article inspection.

Computed Tomography
X-ray computed tomography is a suitable technology for complete acquisition of components, without part preparation.In this process, originally developed for medical technology, the workpiece is positioned on a rotary table between an X-ray source and a detector. The detector works analogously to a charge coupled device (CCD) camera. A series of X-ray images of the object are then taken at various rotary table positions. A mathematical process allows reconstruction of the spatial contour of the component from the X-ray images.
The 3-D image resulting from the reconstruction consists of volume elements, or voxels, each of which has a grayscale value that indicates the radiation absorbed by the component within the volume element. The reconstructed volume model describes the complete geometry of the workpiece, including interior geometry and undercuts of complex components. By changing the distance between the workpiece and the detector, and the workpiece and the X-ray source, different magnifications and measurement ranges can be obtained with computer tomography. Precise acquisitions of small parts at high magnification, or rapid acquisition of larger parts at lower magnification, are possible.
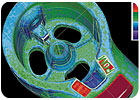
Nominal/actual comparison between measured point cloud and CAD model is demonstrated. Source: Werth Inc.
The precision obtainable in computer tomography is limited by a large number of additional influences. Disturbance effects in the volume image, or artifacts, can occur that lead to false interpretation, and depend on the radiation wavelength, geometry and workpiece material. They are therefore difficult to correct.
In addition, a large number of system parameters are unknown or not constant, such as the location and size of the burn pattern of the radiation source and the material properties of the workpiece. The precision that has been obtainable until now using computer tomography is insufficient for functional dimension inspection.
When computer tomography is combined with precision sensors, rapid, complete workpiece acquisition is possible using tomography and exact measurement of tight tolerances with classical sensors. This usage has lead to a multisensor coordinate measuring machine with computer tomography.
The CMM provides the capability of combined measurement with sensors familiar from multisensor CMMs and computer tomography in a uniform coordinate system. In addition to precise measurements of the exterior workpiece geometry, it is possible to evaluate and document characteristics on the interior of the workpiece using existing contour image processing.
The arrangement of mechanical axes allows combined measurements with maximum flexibility. Using two pinholes, separate positioning of the X-ray detector and other sensors is possible. Separate positioning of the radiation source and detector allows variation in the magnification of the computer tomography.
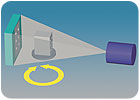
With computer tomography the workpiece is positioned on a rotary table between an X-ray source and a detector. The detector works analogously to a CCD camera. A series of X-ray images of the object are then taken at various rotary table positions. A mathematical process allows reconstruction of the spatial contour of the component from the X-ray images. Source: Werth Inc.
Precise Measurement
If the same areas are measured using several sensors, the measurement results provided by the various sensors can be compared to one another. The measurement results from the less precise sensor are corrected using the more precise information.A new type of mathematical application, based on this concept, allows correction of process-related errors in computer tomography. This is done by acquiring control points on the workpiece with a high-precision sensor,
and correcting the surface of the CT-generated point cloud so that the deviations between the control points and the CT point cloud are minimized. This allows obtaining measurement points using computer tomography at a quality that has previously been out of reach.
Traceability of tomographic measurements can be implemented directly on the measured object using proven sensors from multisensor CMMs. The precision specification of the instrument is in accordance with standards and guidelines for coordinate measuring machines (ISO 10 360 / VDI 2617), so that it can be compared with typical measurement machines. Length measuring error when using the appropriate sensors and magnifications, is, for instance, E3 = 4.5+L/75 micron. Introduction of this technology is made easier by the ability, for instance, to take tactile comparative measurements, because proof of the accuracy of the measurement results can be obtained at any time.
The CMM also has the ability to expand the computer tomography measurement range using raster tomography. Partial images of the workpiece are taken and combined into larger X-ray images. Using these, the volume is reconstructed.
Tech tips
- A new system takes advantage of the X-ray computed tomography principle to perform measurements during the first out-of-tool procedure, as well as for the full first article inspection.
- X-ray computed tomography is a suitable technology for complete acquisition of components, without part preparation.
- When computer tomography is combined with precision sensors, rapid, complete workpiece acquisition is possible using tomography and exact measurement of tight tolerances with classical sensors.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!


