QUALITY MEASUREMENT: Lasers Pinpoint Measurement

How does laser measurement pinpoint quality? The answer to this question is a broad one, even for such a precise and exacting measuring technique. Laser measurement uses the optical properties of focused light for noncontact dimensional scanning of a subject part, material or object yielding 1-D, 2-D or 3-D coordinate point surface positional information. Its use in
manufacturing-related activities consists of collecting many times more measured points in a given time compared with conventional techniques, allowing better definition of complex geometries.
Engineers and designers confirm quality by using the data from laser measurement devices to reverse-
engineer, improve or create new parts and products, or improve how parts are made. Quality control personnel use laser measurement to verify that parts have been made correctly, and if not, where they need to be corrected.
Laser measurement ensures quality in manufacturing-related activities by creating absolute references for measurements, which do not change over distances the way mechanical or relative references do. Fast data acquisition is possible without the potential distortion that often occurs with conventional contact measurement. Because a laser does not touch the part it is measuring, the laser is not compromised when measuring soft materials, which might move or wear when touched.
Compared to conventional contact measurement, laser measurement has fewer moving parts required to manipulate the part or the contact device. "This will increase the durability and longevity of any manufacturing cell," says Stephen Sochowski, director of sales and marketing at Micro-Epsilon (Rolling Meadows, IL). "Many contact devices can and will break, and must be replaced which increases downtime. Because tolerances are getting tighter, accurate measurement down to the microns is impossible with conventional contact technology. Even the smallest force applied by touching the specimen will affect the reading, or the target is too sensitive and does not allow any contact without compromising the quality."

Laser Types and Lights
Selecting the correct laser system best ensures quality. Laser systems range from single-axis measurers to large 3-D point cloud devices. According to Glenn Valliant, managing partner of Optical Dimensions (Lake Forest, CA), at the low end, there are simple laser sighting and surveying measurements that take advantage of the ‘straightness' of light. Other types of laser-beam configurations allow for the checking of surface flatness, porosity, diameters, gaps, positioning, velocity, eccentricity, surface inclination, thickness and height.
Single-point lasers with spot beams as small as 50 microns can be used on very small objects or features to confirm their presence. Single-point lasers project the laser beam onto a single point on the target and then return data. The laser sensor receiver can use the percentage of laser light reflected off the test object surface to determine the distance from the laser. The closer the laser is to the object, the higher percentage of light will be returned.

This method's accuracy is subject to variations in the reflective surface of the test object; however, it is the most cost-effective laser sensor. Applications for these types of lasers include measuring the thickness of a part, aluminum foil, plastic film and sheet metal.
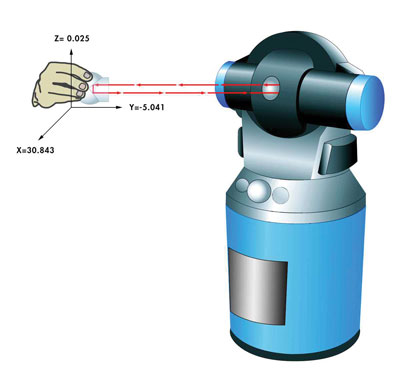
A laser tracker automatically tracks and follows the movement of the target by rotating the measurement head. Laser trackers measure the 3-D coordinates of a mirrored target by combining two measurement steps. The laser measures the distance between measurement device and a target. Then, incremental encoders measure the azimuth and elevation angle of the measurement head on which the laser is positioned. This results in the 3-D spherical coordinates of the target.

Three-dimensional laser measurement scanners use projected light to determine a solid part's dimensions by generating a representative surface or solid model. Returned light and a photosensitive device, such as an array, generate point cloud data. "The point cloud data is used to produce meshes, that are transformed into surfaces," says Christine Smith, laser metrology system project manager at Neptec International (Houston, TX). "The surfaces can be stitched together to generate a solid model that is the same dimension as the part that has been scanned. This model can then be compared with the ‘as designed' computer-generated model to determine if the part meets the as designed dimensional criteria."

Jim Clark, vice president of marketing and business development at Metris North America (Rochester Hills, MI) says 3-D laser measurement scanners are best suited for:
• Freeform surfaces, car exteriors, seating, car interiors, sculpture, archeology, heritage pieces and consumer products
• Soft, deformable or fragile objects that cannot be touched during measurement
• Surfaces with enormous detail, feature and webs

There are inexpensive, low-end and more complex high-end laser measurement devices. According to Cris Holmes, machine vision and sensor product manager at Axis Systems (Auburn Hills, MI), what makes a laser high end is primarily how the data is handled because inexpensive controllers can be configured to look for a set point match for a specific measurement.
To further ensure quality, most laser measurement devices have accessories performing calibration checks, alignment checks or part referencing of scan data. "System and laser calibration accessories make automated calibration confirmation easy and fast to ensure the laser probe itself is operating within tolerance," says C. Martin Schuster, president of Laser Design Inc. (Minneapolis, MN). "Alignment accessories allow for the scanning system to make sure it has aligned the laser scanner to the coordinate system orientation of the scanning system or part coordinate space." Part referencing accessories allow object scanning from different orientations of the scanner to the part to be merged together into the same coordinate system easily, or in some cases automatically.
Laser quality, or measurement precision, is a function of the laser power, focusing optics, part surface roughness, surface reflectivity and the amount of error introduced by external factors such as temperature fluctuations and vibration. High-quality scanners require precision optics and stable electronics and platforms.
Different types of light and wavelengths are used in laser measurement devices. Halogen light is used in fringe-type scanners. Laser light of various wavelengths is used in stripe and area scanners. Laser light is not affected by gravity, only by atmospheric effects, which are infinitesimal at this level of application.
Laser Applications
Laser measurement has several applications, most better than mechanical contact measurement. Laser measurement is favored when measured objects are fragile and can be damaged by contact with mechanical devices. When measured objects are very hard, laser measurement will not damage and degrade the performance of a mechanical measuring device.The best laser measurement applications are those requiring accuracy and precision. According to Darin Sahler, product manager at Faro Technologies Inc. (Lake Mary, FL), these include reverse engineering, rapid prototyping, complex shape profile analysis, flimsy part measurement-such as plastic and sheet metal-and anywhere a high-density of points and detail is needed.
High-volume manufacturing is aided by laser measurement because it is faster than mechanical measurement. Speed of laser measurements often can allow 100% inspection compared to statistical sampling often used with mechanical measurements. Laser measurements can sometimes even be employed in real time on-line.
Because of laser measurement's different applications and technologies, it is not possible to categorize laser measurements in general terms. "Even within a single application this is not possible," Jos Jans, business development director at Metris (Leuven, Belgium) says. "Take a handheld laser scanner as an example. Although it is less accurate than a coordinate measuring machine (CMM)-based laser scanner, it does not mean that handheld laser scanning is a lower-end application in the eyes of the user; the user trades accuracy in for more flexibility and a bigger working volume. Furthermore, the way a certain technology is implemented by the different vendors will give results with a different quality."
Unmeasurable
Despite its many applications, there are situations where laser measurement should not be used. This includes any application that will have a change in temperature over the line of the laser. According to Dean Solberg, vice president at Exact Metrology Inc. (Algonquin, IL), laser is a light measurement tool and temperature changes the wavelength to give inaccurate results-a clean and controlled temperature environment is critical for a good measurement.
Highly precise, geometrical machined surfaces and highly polished surfaces inhibit laser measurement's efficacy. "In the first case, laser measurement is not as accurate as a touch probe and loses its advantage because few measured points are required," says Giles Gaskell, director of business development at NVision Inc. (Wixom, MI) says. "In the second case, highly polished surfaces have a degraded level of accuracy compared to some other materials."
Lasers can only measure locations where the beam can contact the part. It is difficult to measure the bottom of a hole from an angle, because the laser beam is occluded.
In general, most transparent objects cannot be measured with lasers. Anything that can interfere with the standard model of the laser's light reflection can affect performance. However, just because a surface or material is transparent does not mean it cannot be measured. According to Clark, painting the part or spraying a fine dust can permit measurability. Many new laser measurement scanners allow operators to either automatically or manually alter the scanner's laser power and camera sensitivity to overcome undesirable reflectivity effects.
Purchasing and Training
Laser measurement technologies have their advantages and disadvantages. Potential buyers need to educate themselves on available technologies and how well they are suited for their specific application.Before purchasing a laser measurement system, Holmes recommends always getting an engineering study using actual parts to ensure that the application is a success. Most companies will do it for no charge or credit the cost back if a system is purchased. It is always good to ask for references on similar applications. Smith suggests buyers ask about accuracy, resolution, scan area and volume, number of points per second, NIST traceability and what file formats to interface to.
Laser measurement devices often are more expensive than traditional measuring systems. Valliant advises using a lower-cost, mechanical device to meet specifications when volume does not justify the extra expense.
Also, there are few standards for laser measurement that make it possible to compare the solutions of different vendors on paper in an objective way. Because of this, Jans says a benchmark on the customers measurement object will always be needed to compare the quality of the different vendor solutions.
According to Sahler, questions that must be asked prior to purchasing a laser measurement system include:
• Is it safe?
• What is the warm-up period?
• What is the accuracy and how is it determined?
• What is the operating distance range?
• Can it do the job in time?
• What about optical noise?
• Can it be used in ambient light and any other disturbing factors?
• What is the weight and size of the unit?
Training is different for every laser measurement system. "The use of a laser-measuring system should be quite easy assuming the manufacturer provides the necessary software and adequate instruction for operating the system," says Melissa Young, marketing coordinator at Automated Precision Inc. (Rockville, MD). "A good laser measuring system should be MS Windows-based to ensure ease of use. If a user has basic computer skills and knowledge, then training to use a laser system should not be difficult."
While the laser function is relatively easy to learn; handling and deciphering the data afterward can be a challenge. According to Martin Morris, president of Laser Measurement Services Inc. (Playa Del Rey, CA), while it is somewhat straight forward to train an operator to use currently available laser measurement systems to measure various aspects of machine tools and CMMs, it is more difficult and much more important to train the operator to analyze the measurements taken and apply corrections, mechanically or via software parameters, to correct the inaccuracies of a machine tools.
To ensure quality, laser measurement suppliers are simplifying procedures, and providing improved design, automation and fixturing. But laser measurement is different than mechanical measurement, and many international and commonly accepted training standards and procedures for measurements have evolved over decades based on mechanical devices.
Laser measurement capabilities did not exist when many mechanical measurement standards and procedures were developed. These procedures and standards do not always apply to the laser measurement. Valliant advises that operators need to be open to new ideas and concepts. He says it is not always possible to directly relate mechanical procedures to laser procedures. Operators must be willing to accept the changes required to use the laser technology.
Laser Measurement's Future
In the future, as computers get faster, laser measurement will further ensure quality by producing more data per second from scanners. Increased competition should force prices to decrease. There will be a wider range of localizing devices, improved software and higher speeds of data acquisition. Devices should become lighter and smaller, have higher accuracies and distance capabilities, and enhanced automated feature recognition.According to Martin Dumberger, vice president of Micro-Epsilon (Raleigh, NC), semiconductor-based laser triangulation is currently about as fast and as accurate as it can get. "More economical systems will be introduced that will have more features for the dollar," he says. "Laser sensors with less than 0.03% linearity are at their limits of what is physically possible in spot penetration. So there will be even more sophisticated systems with even higher integration of intelligence to improve the performance."
Until now the majority of laser scanners have been manually operated and flexible. Gaskell says this is ideal for design and development environments, but less so for in-line applications. He forecasts increasing numbers of in-line contact measurement solutions available in the future. Q
For more information on the companies mentioned in this article, visit their Web sites:
• Automated Precision Inc., www.apisensor.com;
• Axis Systems, www.axis-systems.com;
• Exact Metrology Inc., www.exactmetrology.com;
• Faro Technologies Inc., www.faro.com;
• Laser Design Inc., www.laserdesign.com;
• Laser Measurement Services Inc.,
www.pre-laser.com;
• Metris, www.metris.com;
• Micro-Epsilon, www.me-us.com;
• Neptec, www.neptec.com;
• NVision Inc., www.nvision3d.com; and
• Optical Dimensions, www.opticaldimensions.com.
Tech Tips
• Laser measurement ensures quality in manufacturing-related activities by creating absolute references for measurements.
• To ensure quality, laser measurement suppliers are simplifying procedures, and providing improved design, automation and fixturing.
• Laser systems range from single-axis measurers to large 3-D point cloud devices.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!


