Shifting the Paradigm: Control Charting Issues: Comparing an X-bar and R Control Chart With an Individuals Control Chart

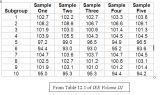
Table 1. Process Time Series Data. Source: Table 12.1 of IEE Volume III
For a given process, do you think everyone would create a similar looking control chart and make a similar statement relative to process control and predictability? What about their statement about its process capability for given specification limits? Not necessarily. Process statements are not only a function of process characteristics and sampling chance differences but can also be dependent upon sampling approach.
This can have dramatic implications:
To illustrate how different interpretations can occur, let’s analyze the following process time series data to determine its state of control and predictability and then its capability relative to customer specifications of 95 to 105 (see Table 1).

Figure 1: X bar and R control chart, Source: Figure 12.7 of IEE Volume III

Figure 2: Individuals control chart of one sample from each subgroup. Source: Figure 12.8 of IEE Volume III
This control chart is very different from the x̄ and R charts shown in Figure 1. Since the plotted values are within the control limits, we can conclude only common cause variability exists and the process should be considered to be in control or predictable.
The dramatic difference between the limits of these two control charts is caused by the differing approaches to determining sampling standard deviation, which is a control limit calculation term. To illustrate this, let’s examine how these two control chart limit calculations are made.
For X bar charts, the UCL and LCL are calculated from the relationships

where the X double bar is the overall average of the subgroups, A2 is a constant depending upon subgroup size and the R bar symbol is the average range within subgroups.
For X charts the UCL and LCL are calculated from the relationships

where the MR bar symbol is the average moving range between subgroups.
The limits for the X bar chart are derived from within-subgroup variability (the R bar symbol), while sampling standard deviations for XmR charts are calculated from between-subgroup variability ( the MR bar symbol).
Which is the best approach? In my next blog, I will describe why the individuals control chart is typically a better choice than the X bar and R charting approach.
Reference: The content of this blog was taken from Chapter 12 of Integrated Enterprise Excellence (IEE Volume III .