Measurement: Get Precise with Optics
Measuring the form and finish of cylindrical surfaces used to require leaving key parameters unmeasured because of time and technology constraints. But with today’s optical equipment, an entire surface can be scanned and the data that was once overlooked can now be unearthed.
Cylindrical form tolerances traditionally are separated into roundness and straightness measurements because of the limits of available measurement techniques. Typically, a surface is measured at a handful of locations in the roundness direction, and a similar number of straightness traces. The assumption is that the measurements taken at these locations are “typical” of the surface as a whole. The idea is that all the necessary form information is contained in these samples, with the surface filters for straightness specified in a cutoff length, and the roundness filters specified in undulations per revolution (upr). These one-dimensional filters are set to eliminate the influence of the high frequency surface information, specifically roughness, from form measurements such as roundness, straightness, parallelism and cylindricity. The suppression of roughness features that lay predominantly in the axial direction from the roundness measurement are handled separately, and can be a complex problem.
The ANSI standards for roundness advise: “The effect of axial surface roughness should be reduced by the use of a sensor of relatively large effective area, e.g., a large radius stylus tip, either spherical or hatchet shaped.” The difficult part of this selection process is knowing whether the surface has a large enough effective area, because the true roundness of the part that is being tested with the stylus is probably not known. As a result, many tests with varying ball diameters are required to establish the best diameter ball.
In addition, the roughness characteristics of a process will likely change, either by design or by accident, because of changes to the manufacturing process, such as vibration characteristics, chatter or tool wear, and these changes may impact the axial surface characteristics. Therefore, the best diameter probe this week may not be the best next week. The ANSI standard says, “Unless the surface roughness effects are reduced to a negligible amount, the roughness characteristics may cause a significant increase in the out-of-roundness value observed.”

Simple measurements
Full surface form measurement provides a simpler, more effective, and more consistent way to handle this problem. The difficulty with full surface measurements is the time required to scan the part. Mechanical stylus-based measurements are slow by design to prevent the stylus from skipping across the surface, and therefore full surface scans are prohibitively slow. Optical techniques that were developed over the past decade now make full surface cylindrical measurements faster than taking a few traces on a mechanical roundness gage.With the full surface available to analyze, users can experience two immediate benefits. It is no longer necessary to assume that the traces being analyzed are typical of the surface because the whole surface is analyzed. In addition, it becomes almost effortless to correctly isolate the form from the finish of the part through the use of two-dimensional filters applied in the same way that the roundness filters are applied on mechanical systems.
The separation of form from finish is important in cases where a certain degree of roughness is required for lubrication purposes, and at the same time the form tolerances are tight for fluid sealing purposes. In such cases, if the part finish is included in the form measurement, a part with good form could be rejected, shutting down a production line that is manufacturing to specification.

Fuel injection
The fuel injection market is an excellent example of the complex interaction of form and finish on cylindrical surfaces. Siemens Diesel Systems Technology LLC manufactures the fuel injection components for the new Power Stroke V8 engine available on the 2003 Ford F-250, F-350 and Expedition models. This new diesel engine operates at injection pressures of 26,000 psi, enabling the complete atomization of the fuel upon injection. This results in cleaner and more-efficient burn characteristics that lead to better torque, power and efficiency characteristics compared to traditional diesel engines.To achieve these high pressures, the metal-on-metal cylindrical sealing surfaces must have clearances of just a few microns. To have clearances this small, the form tolerances on the surface are on the order of 1 micron. At the same time, the roughness must be high enough to allow proper lubrication of these moving components. In some cases, the roughness tolerance band allows for RZ values, which are the average maximum heights of the roughness profile, to exceed the cylindricity tolerance.
The high roughness requirement creates a complicated form measurement problem. Siemens formerly measured all of these parts using a 1-millimeter ball on a contact gage. The ball diameter was selected to reduce the influence of the roughness on the form measurement, while still allowing for a universal measurement set up. The analysis was done with a 50-upr gaussian roundness filter, leading to a reported roundness for the trace of 0.86 microns. When combined with four other similar traces, the cylindricity was evaluated at 1.24 microns, exceeding the form tolerance. From these traces alone, it is impossible to tell if the ball selected is correct.
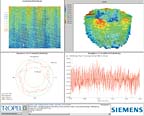
This same part was analyzed using a commercially available optical form measurement instrument with various filtering parameters. Because the sample has high frequency features on it, a scan over a short segment was performed to magnify the fine axial marks that are affecting the roundness reading. The data from the 0.5-millimeter straightness scan showed high frequency—around 18 grooves over the 0.5-millimeter length. Because these grooves are large in amplitude compared to the form tolerances, the data that is not filtered in the straightness direction has a roundness value far exceeding the form tolerance.
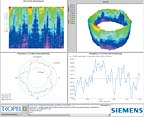
To simulate a contact gage, the data was re-evaluated with a simulation of a 1-millimeter diameter ball riding over the surface. Because the ball is large in diameter compared to the features, as intended, it will attenuate the axial grooves to help isolate the form from the roughness. Unfortunately, the 1-millimeter diameter ball is still influenced by the regular spiraling grooves. By only using the roundness data, this influence is not obvious, but with a three-dimensional plot of the surface it is clear. The roundness data with the real stylus was 0.86 microns, and the stylus simulation gave a roundness at the same location of 0.869 microns, showing good correlation.
When filtered using two-dimensional gaussian filters, the spiral grooves are correctly suppressed, the roundness values attenuate dramatically, and the roundness returned at the same location is 0.407 microns. This different result points to the importance of remembering that the data is filtered identically in the roundness direction that has a 50-upr cutoff. The difference is solely because of the addition of a straightness filter that has a 0.25-millimeter cutoff on the roundness data. At first it may seem that the straightness filter is too large; however, a 50-upr roundness filter on a part of this diameter works out to be a 0.4-millimeter cutoff. The circumference of this part is approximately 20 millimeters, so the plot displays are not proportional because it is 0.5 millimeter in length, and 20 millimeter in circumference.
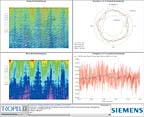
With such a small straightness scan, the filtering appears to take out all of the straightness information, so the same comparison is performed on the full 19-millimeter length of the sample. When viewed on this scale, the high frequency straightness features are masking the surface’s true form. The cylindricity returned on the measurement with the 1-millimeter ball simulation was 1.371 microns, which compares with the 1.24 microns returned by the cylindricity constructed from the five roundness traces on the contact instrument. The major difference between these two cylindricity measurements is that, on the full surface measurement, it becomes obvious that the cylindricity on the part is mostly because of the roughness in the axial direction.
Analyze with standard cutoff
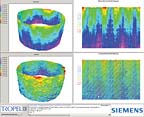
When the same data is analyzed using a 0.8-millimeter straightness cutoff, which is the standard cutoff length for straightness, in addition to the 50-upr roundness cutoff, the cylindricity is reduced to 0.794 microns. Also, the part shape becomes clear on the filtered data. The strong five lobe at the top of the part, the taper, and the reduction of the five lobe at the bottom become evident. Perhaps more important than the change in the cylindricity value is the change in the individual roundness value because it is not intuitively obvious that filtering this data in the straightness direction would have a large impact on the roundness.When the roundness and straightness plots are overlaid, the relative amplitude of the roundness changes dramatically, even with the traces coming from the same location on the part for the contact gage, the ball simulation data and the two dimensionally filtered data.
The 1-millimeter ball simulation returned a roundness using a 50-upr cutoff of 0.864 microns compared to the contact measurement of 0.86 microns, also taken with a 50 upr cutoff. The exact same data filtered two-dimensionally, with a 0.8-millimeter straightness cutoff and a 50-upr roundness cutoff, is 0.425 microns.
This change is due to the ball riding into and out of the high frequency spiral grooves when the measurement is taken, resulting in the roundness value returned to be partially the form and partially the roughness. While it is likely that the roughness results would also show high numbers, the RZ on this part is allowed to significantly exceed the cylindricity. It is conceivable that using the 1-millimeter ball alone could falsely report cylindricity as out of specification, and the part may still fall within the acceptable RZ tolerance.
False rejects
This type of measurement error leads to two significant problems. First, a part that is actually in tolerance is falsely rejected, bringing production to a halt unnecessarily. Second, the process engineer will be chasing phantom form errors and changing process conditions such as machinery settings related to the part form, when he should be concentrating on the parameters that drive the surface roughness.When surface form tolerances push into the sub-micron range, the separation of form from roughness is critical. While it may be useful to have the high frequency data for troubleshooting process problems, it should not be used for the process control of the form. The roughness is a separate parameter, and roughness measurement systems can better characterize and control roughness than form measurements systems, so it is critical that the two feature types are isolated for the most effective process control. Therefore, it should be the goal of all form measurement systems to report the form as purely as possible.
Using optics helps accomplish this by scanning the full surface and taking into account surface information that is often overlooked by traditional methods.
TECH TIPS
- Typically, a surface is measured at a handful of locations in the roundness direction, and a similar number of straightness traces, to find a “typical” surface.
- The form can be isolated from the finish using two-dimensional filters applied in the same way that the roundness filters are applied on mechanical systems.
- The separation of form from finish is important in cases where a certain degree of roughness is required for lubrication purposes, and at the same time the form tolerances are tight for fluid sealing purposes. In such cases, if the part finish becomes part of the form measurement, a part with good form could be falsely rejected.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!


