Ultrasonic Testing of Metal Bars and Tubular Products
Whether manual, automated, or phased array, ultrasonic testing can help manufacturers of bars, tubing, and related metal products to ensure product quality and customer satisfaction.

The Rotating Tube Inspection System (RTIS) uses phased array technology to inspect the full body of tubes. This system is based on the "Water Wedge" concept using a membrane to maintain a permanent and stable water chamber providing a fast coupling and short untested length.
Ultrasonic nondestructive testing (NDT) is a well-established technique that utilizes high frequency sound waves to locate cracks and other hidden flaws in metals, composites, and plastics. In the metals industry, ultrasonic inspection is not only used to inspect finished parts but also to inspect raw material in the form of bars, billets and plates supplied for further processing.
When employed appropriately by a qualified operator, ultrasonic NDT is quick and reliable, usually requires no test piece preparation other than wetting with ultrasonic couplant or water, and has no specific safety hazards or regulatory licensing requirements associated with its use.
Ultrasonic testing uses sound waves at frequencies commonly in the range of 2 MHz to 10MHz. Sound waves will travel through a medium like steel at a specific speed or velocity, in a predictable direction, and when they encounter a boundary with a different medium they will be reflected or transmitted according to simple rules. Thus ultrasonic waves will reflect from cracks, porosities, inclusions or other discontinuities in a test piece. The frequency and aperture of an ultrasonic transducer establishes the beam diameter and beam spread characteristics which factor into the ability to detect and size flaws. If flaws are larger than the beam diameter then comparative amplitude-based sizing techniques must be used.
Mechanical focusing with a fixed lens (conventional UT) or electronic focusing (phased array) can be used to establish tighter beam diameters and focal zones which in turn allow the edges of a defect to be better defined, resulting in improved dimensional analysis. The choice between inspection techniques is often a compromise between detection, sizing, throughput and documentation requirements.
Solid bars are commonly tested for cracks, piping voids, and inclusions. Tubular products that incorporate resistance welds or arc welds are tested for cracking and lack of penetration along the weld seam, as well as porosity and inclusions. Standards, codes and customer requirements typically set classification levels for acceptance based on critical defect location and size as related to the end use of product. Materials used in transportation, power generation and fluid/gas containment or distribution will typically require more stringent inspection than non-safety critical consumer goods.
Conventional manual testing
Manual testing with portable ultrasonic flaw detectors and hand-held transducers is usually the simplest and least expensive technique to implement. An inspector monitors a waveform display while moving a transducer around the test piece. Bar stock testing is performed from up to three orientations, using straight beam and angle beam transducers, which as their names imply aim sound waves either in a straight line or at selected angle for optimum defect detection. The first test involves coupling the transducer to the end of the bar and identifying the echo from the far end. Echoes appearing ahead of that far end echo, or a dropout of that echo, suggest circumferential cracking, chevron cracking, or porosity.
The transducer is then coupled to the side of the bar and moved along its length while also scanning at least 180° of circumference. Internal echoes or far wall echo dropout suggest laminar cracking or piping. Finally, an angle beam probe can be similarly scanned along the length of the bar while scanning around the circumference to identify near-surface axially oriented cracks. That third approach is also the one used for tubing. These basic test protocols and echo interpretations also apply to the automated approaches below, with automated alarms, parts marking and/or imaging software replacing constant human monitoring.
Conventional automated testing
Often manual inspection is not practical for 100% inspection of such products because of the time required for full volumetric inspection, and documentation needs for qualifying product. One solution is automated ultrasonic testing using one or more transducers with water squirters, water-filled coupling boxes, or a water bath to maintain acoustic coupling. By using several probes at once and moving the product past the probes or the probes across the part, inspection speed and probability of defect detection can be increased. Seam welded tubes and pipes are commonly tested for cracking or lack of penetration with transducers aimed circumferentially. Bar testing typically employ multiple inspection channels operating in parallel, with one beam aimed straight at the center of the bar to identify laminar cracks and piping, a second beam aimed circumferentially at an angle to detect near surface cracks with an axial alignment, and a third beam aimed axially to detect piping and cracks aligned circumferentially. The exact number of channels will be determined by the size of the test piece, how it is scanned, the minimum required flaw resolution, and the required process throughput rate.
Phased Array automated testing
Further advantages can be gained through the use of automated phased array systems (PA), which utilize multiple-element probes and electronic beam steering to direct and focus sound beams. As compared with conventional UT systems, phased array systems can offer improved detection, ease of setup, consolidation of probes, and faster throughput, thanks to their ability to perform simultaneous inspection from multiple perspectives with beam overlap to insure full volumetric coverage. With conventional automated UT systems, even when two rows of transducers are used to increase coverage, there is typically no physical overlap between the beams from each transducer. This results in some areas receiving lower beam energies and thus reduced probability of detection of small defects.
Through beam steering, PA systems can offer a large physical overlap between consecutive scan zones with little variation in energy across the beam, optimizing the beam profile in the test piece and improving detection consistency. System mechanics can also be simplified thanks to phased array’s ability to steer the sound beam, rather than moving the probe and/or parts only. Unique pneumatically loaded water wedges are often used to minimize water consumption while increasing coupling reliability, reduce acoustic noise and eliminate need for an inspection tank. While specifics will vary from system to system, detection of defects smaller than 1 mm at a scan speed of 1 m/s is often possible.
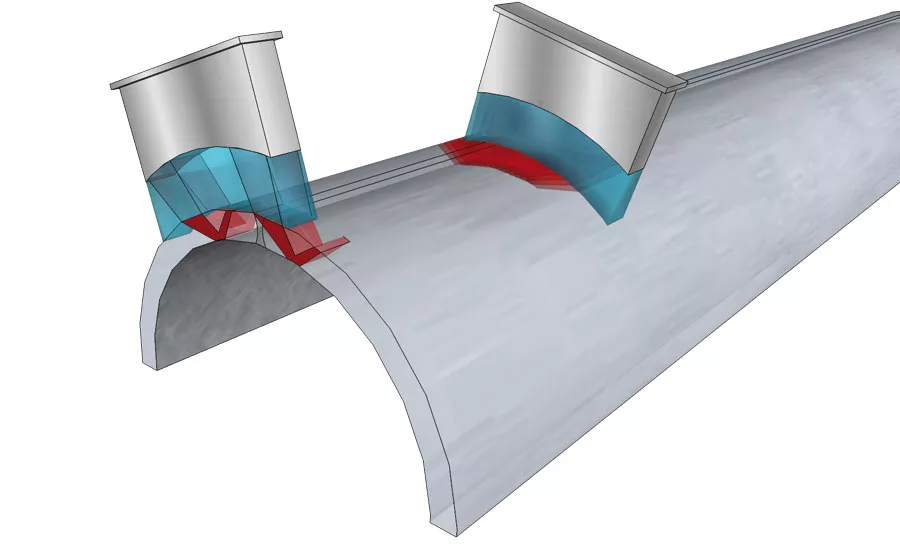
A typical system for bar stock might include two or more ultrasonic phased array probes scanning a rotating bar from two directions. One probe scans through the center of the bar to locate piping and other central defects, another scans outward to detect radial cracking. Each beam sweeps through a programmed range of angles for full coverage. These phased array test channels are often integrated with an electromagnetic scanner (an eddy current array system) that is used to detect near surface defects.
Inspection of ERW tube welds commonly employs a cylindrical phased array probe on each side of the weld to inspect in both clockwise and counterclockwise directions. The sound beams are steered to generate the desired refraction angles for full inspection of the weld and the heat affected zone.
Many other system configurations are commercially available, and can be customized to meet specific inspection needs. Whether manual, automated, or phased array, ultrasonic testing can help manufacturers of bars, tubing, and related metal products to insure product quality and customer satisfaction.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




 or manufacturing system")
