Pre- and Post-Process Gaging: The Bigger Picture

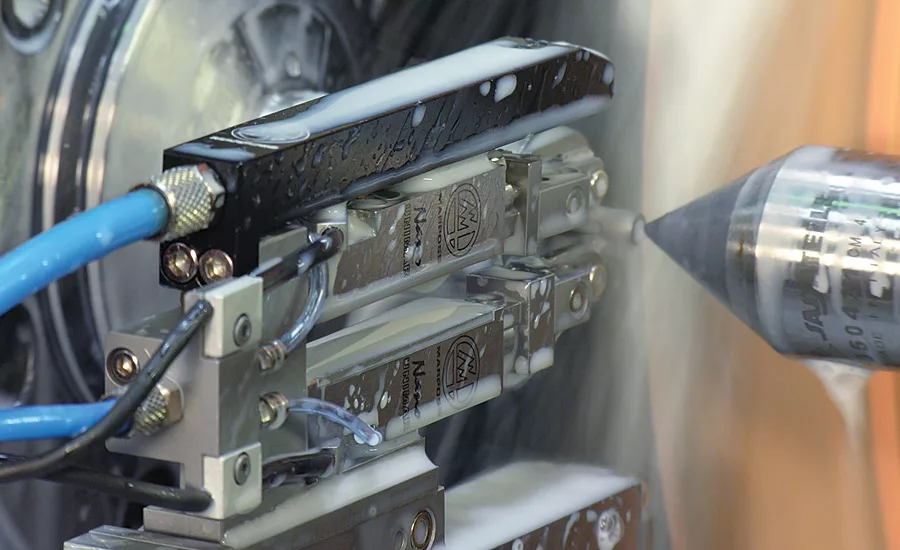
This mechanical gage can be used to precisely locate a gear tooth prior to grinding, and then scan the finished gear tooth profiles after grinding, combining pre- and post-process inspection in a single tool. Source: Marposs
The gage shown here is an example of an in-the-cut measurement device used for controlling the finished size of small, ground parts. Source: Marposs

Wireless technology assists in operator convenience for taking measurements to verify parts between metal removal operations. By pushing a button, real time measurement values are displayed on the receiving electronic unit, with the possibility to store the measurement data. Source: Marposs

For parts that may have rough surfaces, non-contact air gages such as those shown here will be less sensitive to rough finishes and roundness due to their averaging effect; conversely, the measurement range of pneumatic gages is only about half of that available in a typical mechanical gage. Source: Marposs
Process noun pro·cess \ˈprä-ˌses, ˈprō-, -səs\ a series of actions or operations conducing to an end; especially: a continuous operation or treatment especially in manufacture.
Stand-alone machining operations are becoming something of a rarity in a modern manufacturing environment. It’s a lot more common to see raw stock entering a cell or other multi-machine, multi-operation configuration, and finished parts or even finished assemblies leaving.
Obviously, there are many potential gaging applications between raw stock and a finished part or assembly and many of them fit the traditional definition of “in-process” gaging meaning that they measure the part while stock is being removed. But what about measurements made on an incoming part to qualify it before any stock is removed? Or measurements made to verify parts between metal removal operations? Or gaging before final assembly to make sure the metal removal operations were performed properly? What about measurements made on the finished part or assembly to ensure proper functioning in the final product?
In the bigger picture aren’t all of those gaging applications a legitimate part of the “process”? Of course they are, and what’s more, they’re every bit as important to the success of your manufacturing operation as the traditional in-the-cut inspections. You can’t monitor, optimize, and above all, control your process, unless you know what’s happening every step of the way, and that’s what the big picture approach to in-process gaging lets you do.
Technology Choices
Traditional “in-process” gages—or more accurately “in-the-cut” gages—nearly always use physical contacts and electronic transducers to measure the part because that’s the most practical way to deal with coolant, swarf, chips, vibration and all the other factors present at the surface of a part while it’s being ground or after turning. Performing gaging and inspection operations before machining operations, between machining operations and after machining operations also offers much greater mounting flexibility since the gages don’t have to be on the machine or in close proximity to it.
Outside the cut, however, technologies like air and different mechanical gage configurations become practical, leading to a range of choices and trade-offs.
Generally speaking, for ring or plug-type gages air may be a better choice than mechanical contact for parts that may have rough exterior finishes, for example incoming parts that are rough turned prior to finish grinding. Non-contact air gages will be less sensitive to rough finishes and roundness due to their averaging effect.
One downside of an air gage, however, is that the measurement range is only about half of that available in a typical mechanical gage. The air gage also will need both max and min masters, while a mechanical plug or ring requires only a mean master.
Mechanical gages also have inherent limitations. The most important of these are a minimum practical internal diameter of about eight mm, compared to one mm for the air gage and a maximum depth of 150 mm compared to 200 mm. On the plus side, a mechanical gage will almost always have better thermal stability than an air gage.
Don’t forget that the ubiquitous touch probe can in fact perform many of the functions of a mechanical gage. The fact that they are built to handle extremely rough treatment makes them a viable choice for many inspection and verification tasks on incoming stock or parts.
Outside-the-cut gaging operations also lend themselves well to automatic loading and unloading by robots and other automated material handling technologies. There are tradeoffs involved here, too.
For example, a gage inspecting multiple dimensions and features on a complex part simultaneously can be very cost-effective, but also challenging to load with a robot or automated system. In such cases the additional labor cost involved in manual loading and unloading is very often justified by the increased productivity of the multiple inspection capability. The point is that one should never assume that automation is the best solution without evaluating all of the cost factors involved.
In-the-cut and outside-the-cut gages also can work together to improve both quality and overall system throughput. Match grinding of high-precision parts like fuel injectors is a good example of this technology. By gaging the ID of each injector body after finishing and using the data to control the finished plunger OD both scrap and defective assemblies can be virtually eliminated. The same technology is widely used in hydraulic valve production and a variety of other precision industries.
A variation on this theme is used to finish grind precision helical gears with a form wheel that engages the full face of each tooth while the gear is rotated. Obviously, the tooth and wheel have to mate precisely to avoid a catastrophic collision. This is accomplished with a mechanical gage that locates the tooth precisely and feeds the position data to the grinder control. The same probe is then used to scan the finished tooth profiles after grinding, combining pre- and post-process inspection is a single tool.
Even when a part is ground to a fixed dimension a pre-process gage can help protect expensive tools. A diesel engine manufacturer, for example, uses a precision mechanical gage to inspect parts to ensure that a roughing operation actually was completed properly. Without the inspection a part more than 150 microns larger than expected would destroy the finishing tool. With it, finishing tool damage is virtually eliminated and the gage has paid for itself many times over.
The key takeaway from these examples, and hundreds of other applications, is that the most effective way to control and optimize a process is by integrating measurement and inspection technologies at every critical point—not just in-the-cut. The more you know about a part before, during, and after it is ground, turned, milled, EDM’d, laser cut or altered by any other means, the more likely you are to have a good part each and every time.
That’s the bigger picture, and it’s time to take the blinders off.
|
Tech tips Don’t forget that the ubiquitous touch probe can in fact perform many of the functions of a mechanical gage. The fact that they are built to handle extremely rough treatment makes them a viable choice for many inspection and verification tasks on incoming stock or parts. Outside-the-cut gaging operations also lend themselves well to automatic loading and unloading by robots and other automated material handling technologies. |
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





