In-Process Gaging 101
Making the case for electromechanical gaging systems.

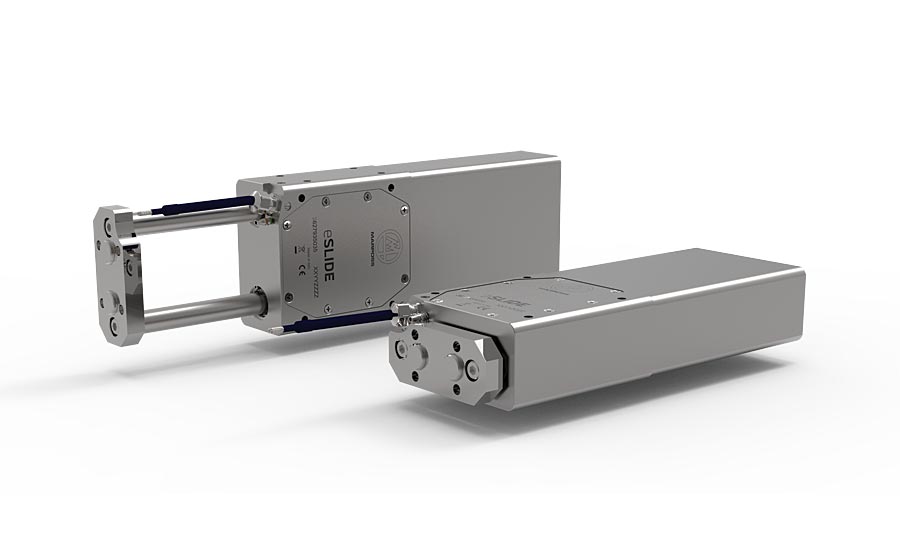
This electro-mechanical system is comprised of electromechanical slides and grinding arms.
For as long as there’ve been in-process gaging systems, they’ve used hydraulic or pneumatic actuators to drive them. Both are simple to implement, well-understood, and since most machine tools come equipped with a hydraulic pump, a compressed air connection, and all of the hoses, piping, filters, manifolds, and valves needed to make these systems function, tapping into them for gaging purposes has made good sense.
Or at least, it used to. Piggybacking a measuring unit onto a machine’s hydraulic system means a bigger pump and motor are needed, increasing investment while driving up operating costs. Compressing hydraulic oil causes heat, and heat causes thermal growth in machine tools, never a good thing when precision machining is involved. Hydraulic oil gets dirty, can potentially leak, and must be disposed of, raising concerns about the environment.
Similarly, the air going into any pneumatic system must be kept clean and dry, something that can be difficult to achieve in many manufacturing environments. And while shop air may seem inexpensive, anyone who’s purchased and then maintained an air compressor will tell you it’s anything but.
Meet the new kid on the gaging block
There is a better way to actuate gaging systems. For the same reasons that machine tool builders have transitioned away from hydraulic and pneumatic machine tools in favor of servo motors and computer control (CNC), so too have metrology providers begun to adopt electromechanical devices for their gaging actuation needs, leaving behind decades of maintenance-intensive, less flexible, and less accurate technology.
Why wasn’t it done earlier? For starters, environmental awareness has grown over recent years, increasing pressure on machine tool and metrology providers—and indeed the manufacturing industry overall—to produce “greener” equipment and processes. Doing so will help reduce the need to dispose of or burn used hydraulic oil, either of which raises red flags for environmentalists.
In addition to being faster, electric motors are simpler to install and maintain than hydraulic or air-powered systems.
Another development is that electromechanical technology has improved mightily during the past decade or so. Where the electric actuators of the ‘80s were large, expensive, and unreliable, the rare earth motors available today are not only far more compact, but eminently more efficient and cost-effective. Electric motors are also faster and cleaner than hydraulic or air-powered systems. They’re simpler to install and maintain, with no worries about filters and fluids. And thanks to the massive growth and subsequent adoption of these systems, they’ve become much less expensive over the years.
As well, the level of positioning control available with electromechanical gaging means that actuation is no longer an on or off, in or out, up or down proposition, opening multiple doors to process improvement. These include the ability to automatically and precisely position the measurement probe in different locations—when inspecting a bore, for example, it’s possible to measure multiple points along its length, or even multiple diameters. Both can be exceedingly difficult to do in the old days of hydraulic and pneumatic actuation.
The need for speed
This flexibility also translates to greater speed. Not only are there no valves to open and close as there are with old-fashioned actuation systems, saving precious cycle time, but there’s no longer a need to fully retract the probe between measurement cycles; crankshaft manufacturers, for instance, can simply pull the device back far enough to clear the workpiece before moving immediately to the next journal.
In an industry where speed is of the essence, the ability to eliminate all unnecessary motion amounts to significant cost reductions. That’s what electromechanical gaging systems bring to the table. Add to that a package that’s both compact and reliable, and the technology can truly be a game-changer for machine shops everywhere.
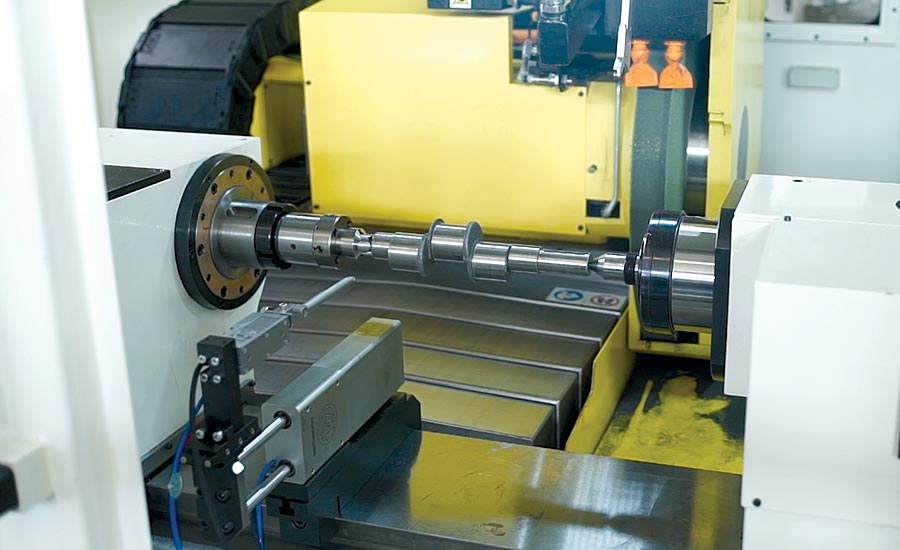
With electromechanical gaging, several measurements can be taken on a part by the same gage on a part as compared to a traditional actuator requiring a full stroke to clear before going in to check another feature.
Interested? The good news for machine builders is that integration of an electromechanical gaging system is both simpler and less expensive than with legacy systems. There’s no need to install additional plumbing, no need for an oversized pump or compressor. The positioning switches used to tell hydraulic and pneumatic actuators are a thing of the past, further reducing costs. And for those electing to use an advanced machine control architecture, users can gain the benefits of seamless, single cable control of electromechanical gaging.
This approach enables multiple devices to be controlled with a single unit, with the option to daisy-chain additional nodes as necessary. Updated control systems such as these typically provide an intuitive, user-friendly display for simple programming. And, it can also support traditional hydraulic and pneumatic actuators, as well as wheel balancing, remote monitoring, and other process management functions.
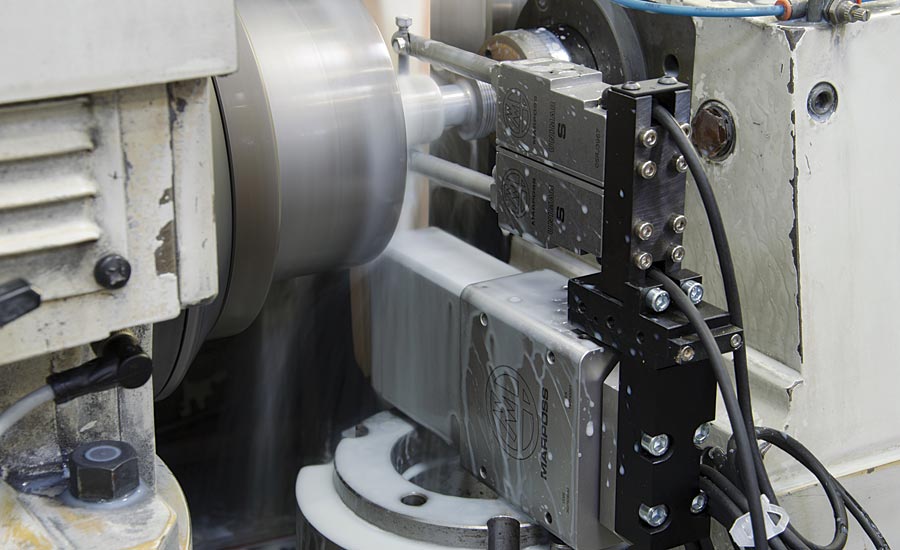
As compared to traditional hydraulic or pneumatic devices, the electromechanical solutions can run at higher rates given the ability to better control acceleration/deceleration and consistent speed rates.
Taking the next step
That’s all well and good for machine builders, but what does it mean to their customers? The answer is plenty. There are lower operating costs to consider, together with greater system accuracy, enhanced usability, reduced maintenance, and faster, more flexible gage actuation.
Then there’s RoHS, short for Restriction of Hazardous Substances. Though not yet in effect throughout the United States, small businesses in Europe and Asia are beginning to feel the pinch from this regulatory initiative, designed to regulate the use of toxic materials in electrical and electronic devices, systems and toys. Modern electromechanical systems have none of this.
It should be clear by now that we are a big fan of electromechanical gaging. There are many commercially available linear actuators for those that might want to assemble their own solution. But, for measurement purposes and accuracy, there are actuators designed specifically for gaging applications, which are more compact, and available in several stroke sizes. Plus, there is a benefit to single sourcing your solution with the supplier taking full responsibility for the application.
In short, we’re believers, and encourage anyone looking to improve their grinding and machining metrology processes to give electromechanical technology a look. It might not be the best thing since sliced bread, but it’s pretty darned close.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




