Why Multisensor Metrology Matters
Each sensor has its own strength for particular measurement situations.
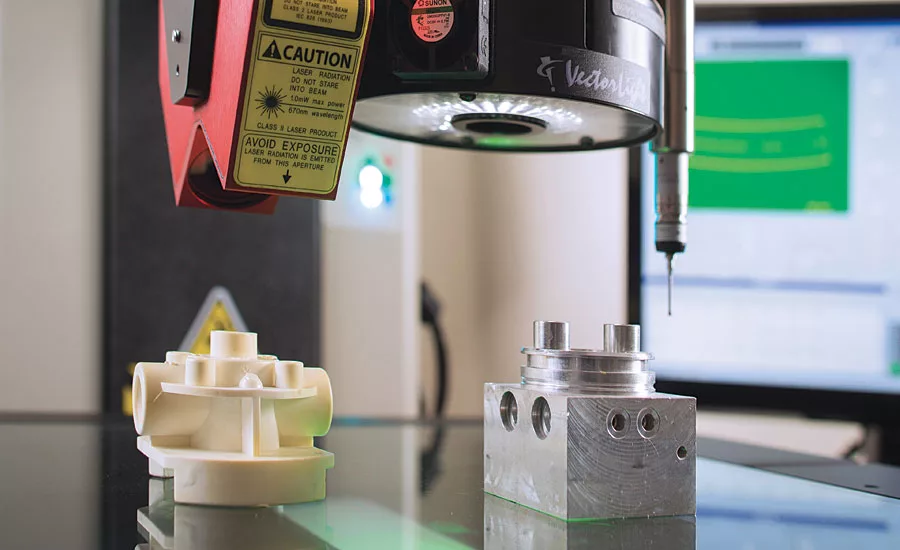
Multisensor measurement machines are highly versatile. This combination of sensors—laser (right), video (center) and trigger probe (left)—are capable of measuring a wide variety of part features. Source: QVI
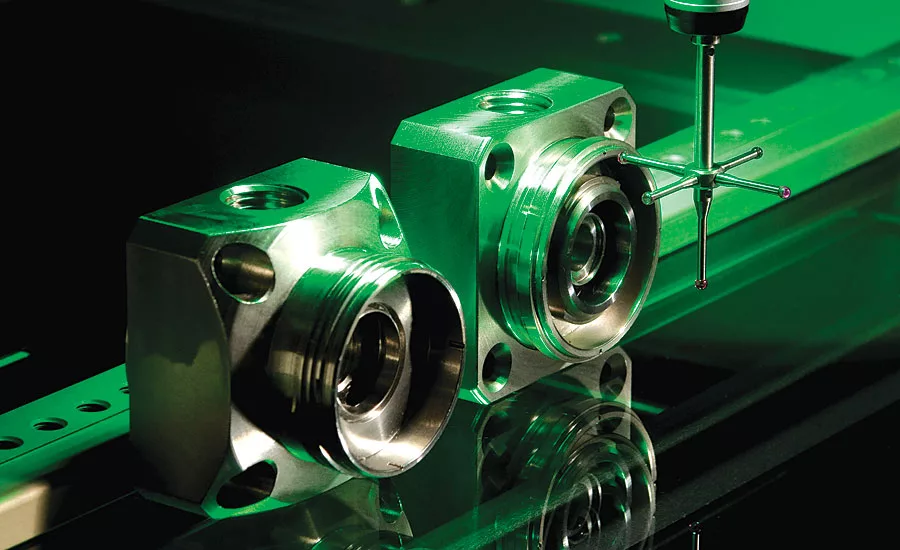
Touch trigger probes are one of the most common types of tactile measurement sensors. Source: QVI
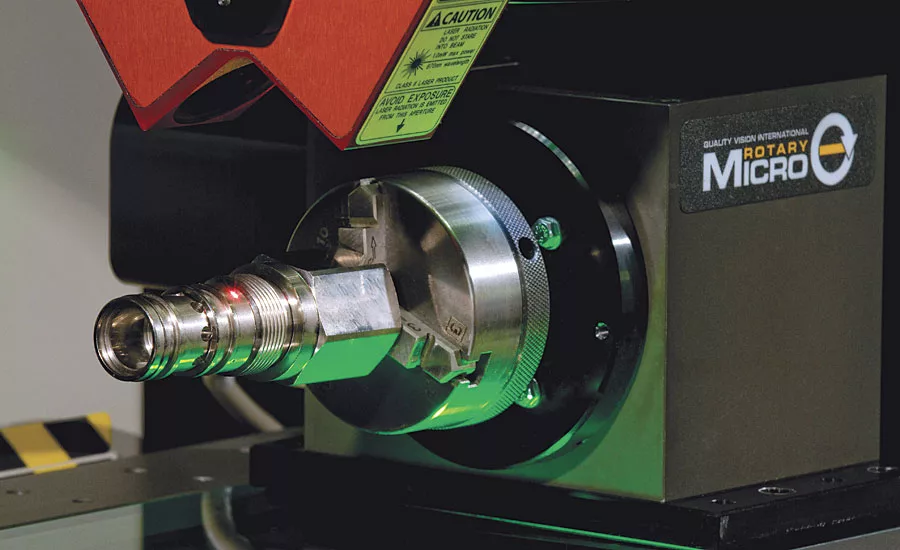
This off-axis laser is just one of many configurations available, based on the specific measurement application. Source: QVI
Manufactured parts need to be measured to ensure they meet the original design intent. Modern manufacturing techniques allow complex parts to be made that can have numerous critical dimensions. Multisensor measuring machines are able to apply different sensor technologies, each best for its application, to integrated, automatic measurement of all the important dimensions in a single setup. Metrology software analyzes measurement data, and through graphical reports, allows rapid, confident decisions about parts and manufacturing processes.
A key element in precision measurement is having the right tool for the job. Multisensor measurement systems offer a variety of sensor technology tools that allow for a highly efficient and accurate measurement process.
A modern multisensor machine might include up to four or five measurement sensor technologies, all integrated by metrology software that offers new functionality. This latest metrology software interfaces with multiple sensors and multiple sensor technologies. The software has the ability to develop measurement routines, analyze results, and compare part conditions to a CAD (computer aided design) model.
Tech Tips
|
Multisensor systems have improved as component technologies for lasers, optics, motion control, lighting and megapixel digital cameras collectively enable new capabilities. New sensors have been developed that are more versatile, accurate, and now totally integrated by way of new metrology software.
Since each sensor has its own strength for particular measurement situations, savvy users should understand what these sensors can do, and what they do best.
METROLOGY BASICS:
Optical measurement uses sensors that do not require that the part be touched during measurement. There may be specific reasons why this is the right approach: parts may be delicate, flexible, too small to easily handle or physically inaccessible (such as the filament in a light bulb). Optical measurement is the only technology that can quickly and accurately measure edges directly. Optical measurement can also be much faster than tactile measurement systems, particularly since large numbers of data points can be gathered simultaneously by video.
Tactile measurement involves a probe physically touching the part. There are a variety of tactile sensors available, most of which involve a probe that touches the part, and triggers to register a measurement data point. Contact probes can reach areas inaccessible by optical methods, collectively allowing more measurements in a single set up.
Since optical measurement offers measurement versatility and efficiency, a common strategy might be to add tactile sensors to an optical measurement machine. An optical measurement system has more technical requirements to satisfy than tactile probes, and it would be best suited to start with a system designed for optical metrology, rather than having optical being grafted on to a CMM type measurement machine.
OPTICAL SENSORS:
Optical sensors use noncontact technologies for fast, accurate measurement. These technologies include lasers, video measurement, and white light interferometry.
Lasers: Laser sensors get accurate points from surfaces and can be used to make fast contour and dimensional measurements on a variety of materials and surfaces when scanned. A measurement machine that is equipped for lasers generally is capable of supporting the multiple laser configurations that may be necessary to accurately scan both specular and diffuse surfaces. Laser scanners can also provide accurate measurement of part features that may not be accessible by other measurement methods, including tactile probes.
Video Measurement Systems: Video systems measure images of a part captured by a camera. This methodology can collect large numbers of accurate measurements based on image contrast and edge detection. Multiple small parts or features can be identified and measured simultaneously in one field of view.
Accuracy and speed for this technology require proper lighting. As innovation continues in video system illumination, technology advancements have allowed integration of cooler, brighter LED configurations, providing backlighting, oblique lighting, strobing and co-axial surface lighting.
Further, modern advancements in camera and optic technologies make video measurement a pragmatic choice when considering a multisensor solution that is both fast and accurate. Video measurement systems today offer telecentric optics, high resolution cameras, through-the-lens laser scanning, and supplemental tactile probes to provide full measurement capability ranging from compact, benchtop systems to high capacity models. Using a video measurement system as a “base” technology, then adding other probes on an “a la carte” basis would be a sound strategy that would have future benefits by minimizing the need for multiple measurement systems.
White Light Devices: Chromatic white light sensor technology analyzes the optical spectrum of reflected light to measure surface height changes to nanometer resolutions. This type of device can very accurately measure transparent and translucent substrates, which may be beyond the capability of most other methods. Contoured parts, such as turbine blades or orthopedic medical devices—where many points are needed to accurately define complex shapes—are applications where white light technology should be considered.
There are a number of variations of white light principles that may be used for this measurement method, such as white light interferometry and chromatic aberration analysis that can provide unique solutions for specialized applications.
TACTILE SENSORS:
Touch Trigger Probes: Touch trigger devices make contact with the part, retract, move and repeat, collecting one point at a time. There are many combinations of styli length and tips that will allow access to the feature being measured, but this method of measurement may be limited to the physical reach of the measuring tip, along with room to trigger and back off. Styli tips are often made of ruby, tungsten, or even a soft Teflon material, depending on the nature of the part material. With an optimal stylus and tip combination, touch trigger probes can register measurement data points with as little as 0.08N of trigger force.
Scanning Probes: Scanning probes look similar to touch trigger probes and are designed to slide across a surface contour, collecting hundreds or thousands of measurement data points as they move. System software drives the probe, rapidly following the part contour and collecting the data points at a user defined velocity and data sampling rate.
Micro-Probes are a variant of the touch trigger probe. Micro-probes have similar contact measure methodology, but with a much higher sensitivity trigger that can allow data point acquisition with less than 0.04mN of trigger force. Micro-probes might be specified when a part to be measured is delicate and could be easily deformed. This type of probe would be appropriate for accurately measuring part features as small as 0.15mm.
TECHNOLOGY INTEGRATION ENHANCES ROI
Different measurement technologies target different measurement tasks. Video measurement is the optimal technology for the detection and measurement of edges, touch probes are able to measure hidden or recessed areas of a part and laser or white light methods quickly and accurately measure surface features.
For a complex three-dimensional part, more than one technology may be necessary to efficiently and accurately complete all measurement tasks. Combining two or more sensors into one measuring system provides superior measurement capability and the potential ability to combine several of the measurement processes into one or two steps, greatly improving the efficiency of the measurement task.
Measurement machines are now available that can accommodate all of the above presented technologies with software that offers integrated and comprehensive data collection. Improvements in metrology software are the greatest enabler of comprehensive multisensor capability. While each one of the above mentioned sensor technologies have been improved and enhanced over the last ten years, new “next generation” measuring software has evolved to allow control of each sensor in an integrated way that assures measurement method confidence and efficiency. A key advantage of vision based systems using “new” metrology software is the absence of legacy architectures that make multisensor integration an “add-on,” rather than being “built-in” as part of a unified measurement environment. Primarily due to “new” metrology software offerings, basic training for novice metrology technicians should take hours, rather than days. It is the integration of these sensor technologies into one metrology system that reflects the true power of the multisensor measurement concept.
Modern metrology software, when used in conjunction with a 2-D or 3-D CAD file, can automatically program the measurement path for any sensor. Once an accurate data set for your part has been collected, software offers the capability to maximize throughput, system utilization and results reporting. Additional specialized analysis software is available that will allow further part design study, such as GD&T analysis, process optimization, machining capability analysis, SPC and others. This capability can help make your multisensor machine ROI conclusions even more viable.
MAKE EVOLUTION PART OF THE DECISION CRITERIA
Dinosaurs disappeared because they couldn’t adapt. As metrology technology evolves to new pinnacles, it is imperative to think about decisions that meet today’s needs, but also years into the future. The evolution of metrology technology is inevitable and ultimately will make measurement tasks more efficient in ways that literally could affect the bottom line.
Industrial-grade measurement systems can last many years. Procurement decisions made now will affect the ability to adopt new technologies as they evolve. Understand the business and measurement needs today, and anticipate the needs of the future when developing purchasing specifications for sensor technologies and metrology software features. These decisions will boost productivity now and in the future. Q
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



