Quality in Automation | Trends
Smarter Factories: Wireless Sensor Data Boosts Productivity, Prevents Downtime, And Reduces Costs
It's nearly impossible to imagine factories without sensors to identify products and guide mechanisms to pick up, sort, assemble, and package items.
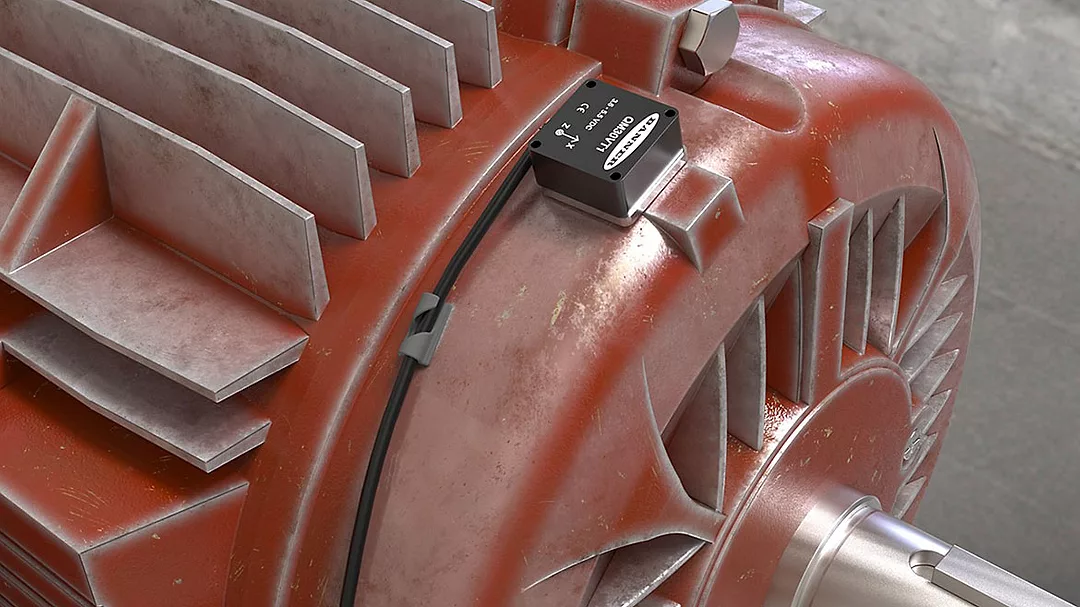
Attaching a vibration sensor to a motor helps alert users to potential mechanical problems that could lead to damage and downtime if unaddressed. Image Source: Banner Engineering
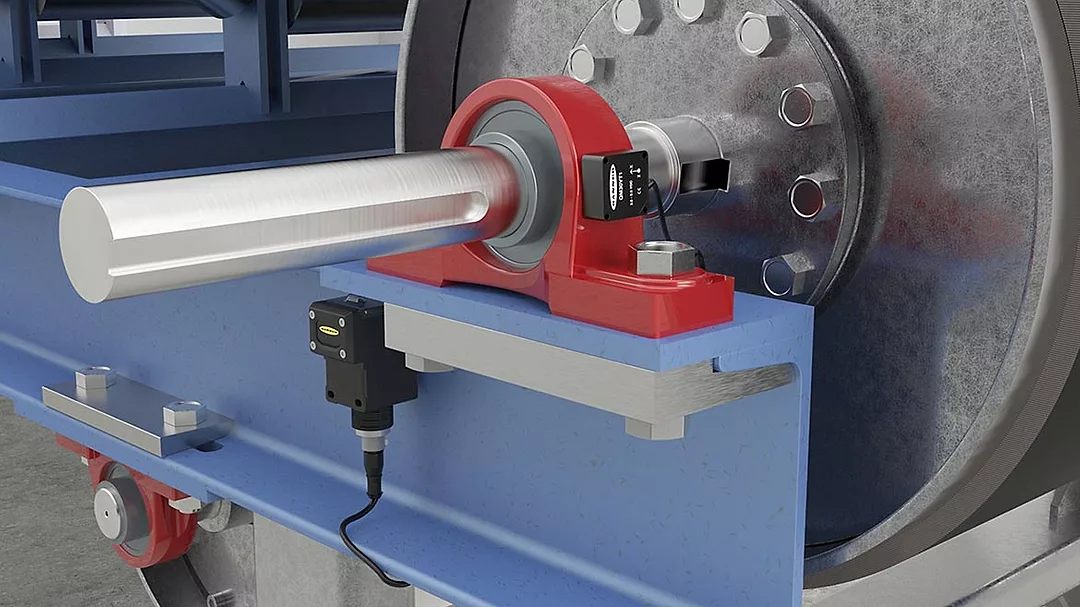
Image Source: Banner Engineering
A sensor is directly attached to a motor to detect potential vibrations indicating a need for preventative maintenance or repair. Image Source: Banner Engineering

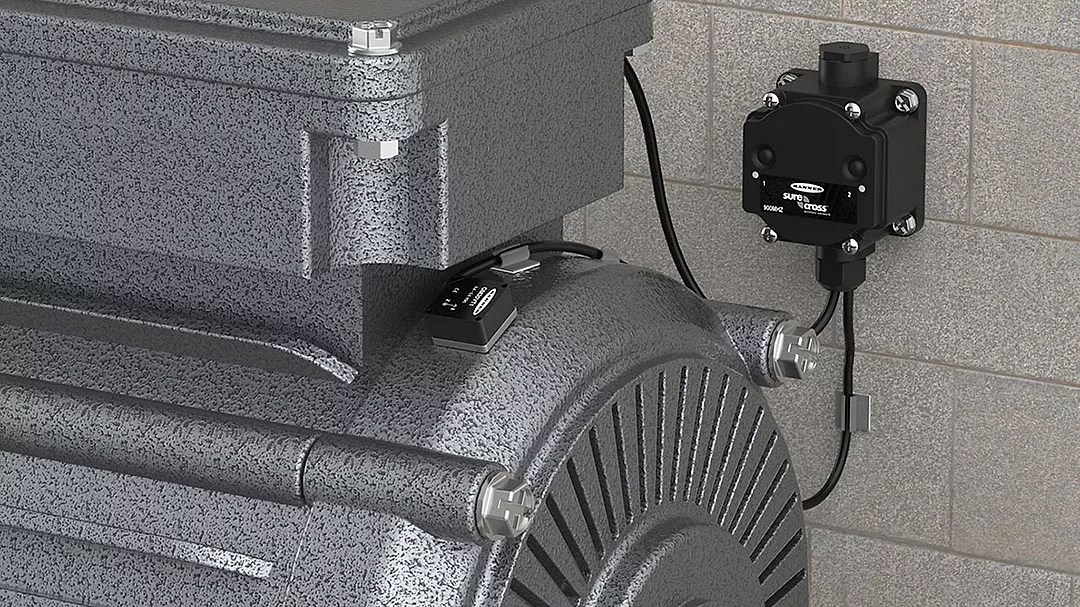
Wireless thermocouple sensors monitor the temperature of motor bearings in a grain elevator. Image Source: Banner Engineering
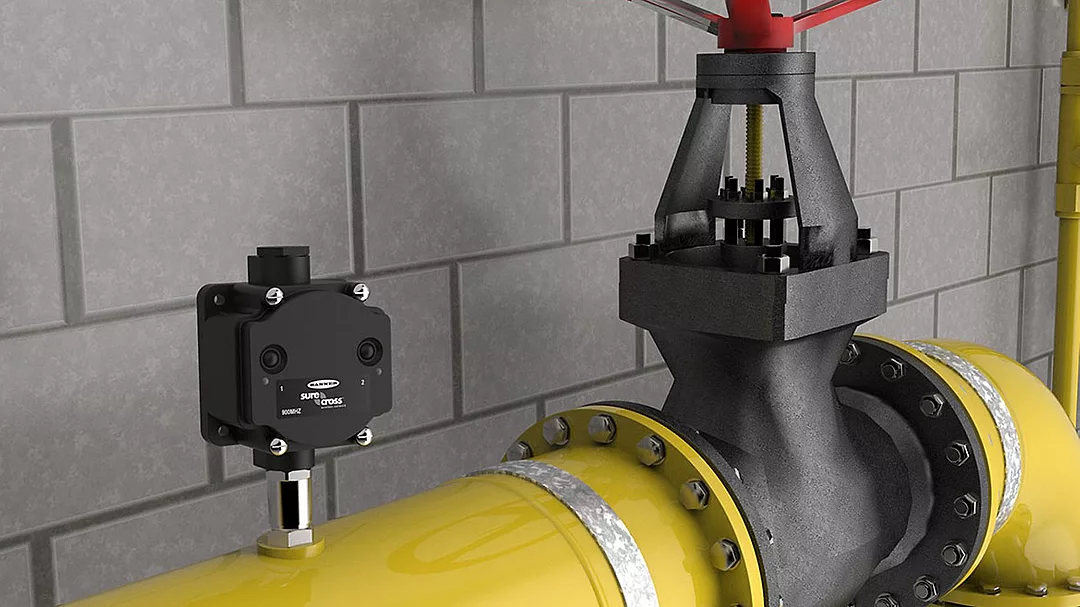
Sensors are used to monitor critical pressure levels at specific locations along an industrial water pipeline. Image Source: Banner Engineering
As manufacturers worldwide seek to enhance their machines and equipment with online connectivity—an example of the Industrial Internet of Things (IIoT)—they are realizing this technology’s remarkable potential. IIoT networking helps users gather valuable insight, design process improvements, complete on-time deliveries, lower costs, improve product quality, reduce downtime, and enhance productivity. And those results are intrinsically tangible and quantifiable. In short, incorporating IIoT is already a necessity for competitive manufacturers. The prospect of upgrading a factory to a smart factory might initially seem daunting and cost prohibitive. Fortunately, not only can it pay off in the long run, but it’s also easier and more cost-effective than one might think.
That’s because today’s industrial engineering companies are developing IIoT technologies to be modular and scalable, allowing manufacturers to quickly implement monitoring without necessarily overhauling or replacing their trusted equipment. Sensors and wireless controllers can be added to a single interconnected network over time, and they can all work together as a fully integrated system. In this way, manufacturers can approach IIoT monitoring upgrades by starting small, but still thinking big.
The Value Of Sensor Data
Manufacturers who have experienced successful growth year after year using traditional processes might wonder if upgrading to add “smart” connectivity is a worthwhile investment. Others might recognize the technology’s potential and want to make upgrades, but they need help convincing a budgetary decision-maker. Let’s first look at the value and benefits of capturing real-time sensor data for insight-driven production.
It’s nearly impossible to imagine factories without sensors to identify products and guide mechanisms to pick up, sort, assemble, and package items. In the age of Industry 4.0, properly equipped sensors can capture a wealth of useful information beyond the physical presence or absence of a product. They can monitor multiple conditions and functions of the automated machines themselves, and then that data can be presented as metrics for visual analysis. This helps human operators track where processes could be streamlined to enhance productivity and enables real-time condition monitoring.
Maximizing Overall Equipment Effectiveness (OEE)
With specialized data collection and reporting, manufacturing workflows can be optimized for immediate, substantial improvements to productivity. OEE is an industrial measurement approach to tracking uptime, validating throughput, and monitoring quality. It also prevents production bottlenecks and the delays they cause.
“In traditional OEE,” explains Christian Olivares, Banner Engineering’s global product manager for industrial wireless, “you have sensors that are monitoring the production throughput, and they’re getting all this data, sending it to a PLC that’s taking that information and making decisions.” This can help users evaluate the speed of production lines compared to a target threshold and ensure product quality. Olivares says this data can answer questions such as “What is my yield today, and how long has my machine been up and running relative to what I expected? Within an eight-hour shift, how long is that machine actually running? How well are you producing today? How well are you producing this hour?” These questions can identify where to make process improvements, where mechanical failures are liable to occur, and where there are bottlenecks to resolve.
Condition Monitoring
Condition monitoring collects data on machine vibration, pressure, tank volume level, temperature, humidity, and other metrics. “It gives you more insights into your machine health,” Olivares says. “If your machines are failing because you’re not actively monitoring them, then that’s going to decrease your total runtime.”
But when condition monitoring is conducted continuously, it also provides advance warnings for important maintenance. Machine-learning algorithms can establish baseline performance thresholds so that any detected behavior outside of those limits can be addressed before a motor or other significant piece of equipment breaks down completely. Rather than stopping production to repair or replace a machine part (reactive maintenance), or relying on scheduled maintenance checks during downtime (preventive maintenance), operators can instead monitor machines for signs of potential problems and address them before a failure occurs (predictive maintenance).
“If [production] were to go down for an hour, what is that in lost revenue?” Olivares asks. “Most times, that’s going to be significantly higher than the cost of an actual system to monitor your motors, pumps, gearboxes, compressors, or line speed. So I think that alone is a big enough justification to start using IIoT devices.” Indeed, factories that experience unexpected downtime due to machine failure can lose an average of $25K to $50K per event, or even up to $100K.
The IIoT Advantage
Remote monitoring of factory machines using interconnected sensors helps manufacturers make data-driven decisions for continual refinement of processes. This provides a major competitive advantage in a crowded marketplace, especially during a time of widespread supply challenges for consumer products. Installing wireless sensor networks is a practical and scalable approach: it requires no changes to existing infrastructure, it can be piloted quickly, and it increases uptime for cost savings. Factories that fully integrate IIoT technology can then leverage data to keep production always running at peak performance levels.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



, which is software designed to store, organize, track, and manage digital documents.")
