Brain Teasers: Cpk for a Predictable Process
Anyone who has faced a production problem with a need to solve it by using production data can relate to the notion of a brain teaser. The brain teasers presented here are based on real-world situations encountered by workers in manufacturing environments. The brain teasers have three parts: (1) the situation, (2) available data or other supporting information, and (3) questions that various workers need answered for continual improvement. Recommended solutions follow in the next issue and on the Web at Quality Online (www.qualitymag.com).
Situation
As global supplier quality manager for a company that makes the cabs for tractor-trailers, Claire leads her department in the review of all incoming parts and materials from vendors. Her department reviews the data provided for all critical-to-quality (CTQ) characteristics and sometimes collects new data from the incoming shipment. One requirement at Clair’s company is that all CTQs achieve a minimum Cpk of 1.33. From past experience, Claire recognizes that Cpk changes from one set of data to the next even when the product characteristic is basically the same. She wants to change the requirement to an initial Cpk of 1.33 and continued predictability of the quality characteristic. All subsequent data must show no signals of exceptional variation in the process characteristic based on the limits calculated from the initial data. To pilot this initiative, she selects a supplier of rearview mirrors. The characteristic selected is the vertical height of the mirror mid-point between the right and left edges.Available Data
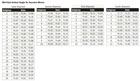
Data from four shipments are available from the supplier of rearview mirrors. The mid-point vertical height is expressed in millimeters and the specifications are 76 ± 1 mm. The data are summarized in the table, “Mid-Point Vertical Height for Rearview Mirrors.”
Questions
1. What is the Cpk for the initial 20 subgroups of data provided by the supplier?2. Using the control limits from the initial set of data, are there any signals of exceptional variation in the second set of data?
3. If the second set of data is analyzed by itself, what is the Cpk?
4. Add the data from the third and fourth shipments of mirrors. Are there any signals of exceptional variation? How is the process behaving for this vertical height? What is Cpk for the third and fourth sets of data?
5. Does Cpk for vertical height pass the new criteria proposed by Claire?
Answers to June Brain Teaser
Carlisle is a manufacturing engineer for a company that produces a variety of cosmetic products. He receives complaints from customers and decides how to address the complaints. Recent complaints are about underfills on 60-gram lotion bottles. Internal investigations reveal that not only are some bottles underfilled, some are overfilled. This problem has been occurring for a few weeks.Q: What evidence do you find in the data to support the customer complaints?
A: Out of the 160 data values over three days, there are 29 values outside the specification limits. Twenty-two values (13.7%) are below the lower specification limit and seven values (4.4%) are above the upper specification limit. Customers are complaining about underfills; 22 of the 29 bottles with fill weights that are out of specification are underfills.
Q: How does the filling process behave with respect to fill weight?
A: Based on an analysis of the data on an average and range chart, the fill weights are unpredictable. There are a total of 10 average values outside the control limits for the available fill weight data. See the chart, “Fill Weight of Small Lotion Bottles.”
Q: What is the capability of the fill weights of the small lotion bottles?
A: No assessment of capability can be reliable for an unpredictable process. However, because the process variation as analyzed on the range chart is predictable, an estimate of hypothetical capability can be calculated. Based on the standard deviation of the process calculated from the average range divided by a factor d2, a hypothetical capability can be calculated using a standard deviation of 0.494. A hypothetical Cp calculated as the specification width divided by six standard deviations equals 2/(6 x 0.494) = 0.675. This hypothetical Cp is useful only if the causes of the unpredictable behavior of the average fill weights are identified and eliminated. If the causes of unpredictable behavior are not eliminated, then Pp is a worst-case capability value. For these data Pp = 0.445.
Q: How should Carlisle address the issue based on the analyses of these data?
A: First, Carlisle should form a team from operations, quality, engineering and customer service to determine the causes of the exceptional variation in the data as shown by the points outside the limits on the process behavior chart. Until the root causes are identified and eliminated, the filled lotion bottles should be 100% inspected and all underfills put on hold. Second, all filling operations should be monitored by process behavior charts with appropriate actions taken for all signals of exceptional variation.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




