
In the past several years, the metrology demands of both the shop floor and the quality inspection laboratory have led to the development of coordinate measuring machines (CMMs) that are not only extremely accurate and precise but also highly flexible.
Multisensor CMMs today have both contact and noncontact sensors, thus combining the advantages of tactile and optical measurement in a single system. The operator can choose the sensor best suited to a given measuring task and is not limited by single sensor types for a specific measuring strategy. Because of this, sensor-optimized, task-specific testing plans can be generated for each measuring run. The high measuring speed and the flexibility of multisensor CMMs permit economical, near-
production measurement.
Specification and sample size
The modular design principle of some CMMs can accommodate different application needs; therefore, different measuring ranges and accuracy requirements, as well as environmental conditions, can be considered. The CMMs also should meet a manufacturer's demands for accuracy and gage repeatability and reproducibility (GR&R). Solutions to the most complex measuring problems are provided with the integration of multiple axes, including rotary or rotary and tilting axes.
Sensor configuration
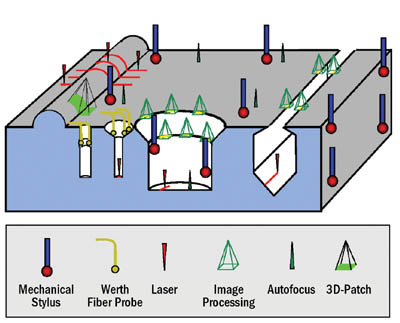
The sensors must be selected based on conditions in and around the workpiece, the touch sensitivity of the object, the size of the features to be measured, the requirements of the measurement plan and the number of measured points. The selection of the sensor or sensors depends on the measuring task at hand. In order to perform complex measuring jobs, it is usually necessary to use different sensors for a single measuring run.
Source: Werth Inc.
Optical sensors
• Image processing sensor. The basic configuration of each multisensor CMM includes a noncontact image processing sensor system that is ideally suited for metrology and for fully automatic measurement of complicated workpieces, even those exhibiting poor contrast with either transmitted or reflected light. Special gray-scale image processing filter methods reduce the influence of dirt particles, for example, on the measuring result.
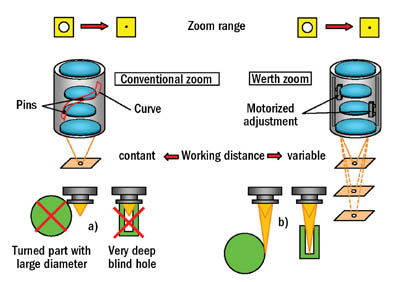
For the highest levels of precision noncontact measurement, telecentric lenses are recommended. From an application point of view, it makes sense to combine high and low magnifications. The greatest flexibility can be achieved using a zoom lens system. Because of the positioning movement of the optical components in the lens, slight losses of accuracy can be expected. However, such losses should be negligible in modern systems.
In some systems, linear guides are used to ensure high positioning repeatability. The movements of the lens packages required for the zooming processes are motorized. Optimization between the measuring range of the sensor and the measuring uncertainty can be attained via magnification. The lowest measuring uncertainty values can be achieved at the standard working distance and high magnification.
Regardless, the working distance can be adapted to the specific requirements of the workpiece. This enables the search of workpieces with a large field of view and the ability to measure big parts with a large working distance without the risk of a collision. This characteristic is especially useful in production environments and can include parts having rotational symmetry and a large diameter. For measurements in different views, a combination of vertical and horizontal lenses is used.
The use of visual sensors usually requires reflected-light as well as transmitted-light illumination. A multi-segmented ringlight is ideal for most applications. Illumination effects can be created from different spatial directions.
In modern multisensor CMMs, all light sources can be controlled automatically via the measuring software. The brightness can be controlled using the light reflected by the object. This enables practice-oriented applications when measuring the surfaces of different materials. Mathematical correction of the lamp characteristics enables the continued use of the same computer numerical control (CNC) programs even after changing lamps.
• Autofocus. Measurements in the Z-axis are done with the image-processing sensor using the integrated fast autofocus. Precision in the submicro-meter range is obtainable, depending on the lens' depth of field. When compared with a laser sensor, autofocus offers the fundamental advantage of being relatively unaffected by material surfaces.
• Laser. Laser distance sensors are well suited for the rapid measurement of the flatness of workpieces as well for the measurement of low slope freeform surfaces. Optimal results can be achieved with laser sensors that function according to the Foucault principle. To optimize the practical use, a Foucault laser sensor of this type is integrated directly into the beam path of the image-processing sensor.
Tactile sensors
All tactile sensors function on the principle of mechanical contact with the workpiece. A distinction is made between touch-trigger and measuring-probing systems. The touch-trigger probe is typically included as standard equipment on most modern multisensor CMMs. The disadvantage of this sensor is that the tactile element of the CMM first must be brought into contact with, and then retraced from, the workpiece in order to measure a point. Measuring tactile probes are capable of acquiring data continuously while they are moving; this is called three-dimensional scanning. Higher point densities and positioning speeds provide for economic operation during the measurement of more complex and freeform surfaces.
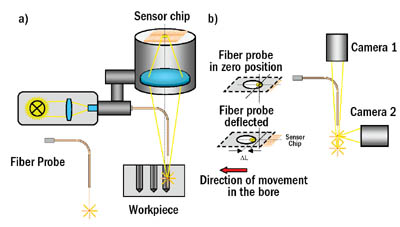
Measuring tactile-optical sensor
Conventional mechanical sensors have one thing in common: the signal is transmitted from the probing element through a rigid shaft to the actual sensor, such as a switch or piezoelectric element. Because each deflection of the shaft affects the measured result, the aim is to use shafts of maximum rigidity. This leads to relatively high dimensions and probing forces. Practically speaking, the minimum diameter of the probing sphere is several tenths of a millimeter. Such probing systems are suitable for measuring small geometric features only under certain conditions.
Outlook
In recent years, the percentage of multisensor CMMs sold in the total metrology market has increased significantly. Because of the increased flexibility of these machines, they now perform tasks within a single platform that had previously been done by multiple dedicated metrology systems, such as form, roughness and one-dimensional length. Some of the major tasks for the coming years will be to increase the accuracy, measuring speed and the ergonomic structure of the corresponding software modules.
An increasing number of activities will be transferred from the operator to the computer based on the existing computer-aided design (CAD) data interface. The environment and the interaction between software and the sensor systems will become more intelligent and powerful, and will increasingly reduce the number of operating errors. Future software packages with "artificial intelligence" will define measurement plans based on CAD models and prompt the user to enter specific answers to an array of fundamental metrology questions. Q
Michael Majlak is employed by Werth Inc. (Old Saybrook, CT). He can be reached at (860) 399-2445 or [email protected]
Tech tips
• For the highest levels of precision noncontact measurement, telecentric lenses are recommended. From an application point of view, it makes sense to combine high and low magnifications.
• In modern multisensor CMMs, all light sources can be controlled automatically via the measuring software.
• Laser distance sensors are well suited for the rapid measurement of the flatness of workpieces as well for the measurement of low slope freeform surfaces.