Quality Test & Inspection: Eddy Current Inspection Reinvents Itself
Eddy current inspection has been available for many years to detect cracks, inspect for porosity, inspect for thread presence and condition, find seams in welded tubing, inspect for hardness and chemistry changes, measure distance, measure thickness and find voids. This versatile technology has allowed cost-effective, fast, reliable and relatively simple inspections to be conducted in any conductive material and in myriad applications. With the advent of fast industrial grade computers and plug-and-play data acquisition boards, however, eddy current inspection has reinvented itself as a dynamic, rather than primarily a static, means of inspection.
As a static means of inspection, eddy current testing was good, but not great. In its static mode, it inspected only one area of a part at a time and then gave only a good or a bad indication of the sensed condition. Eddy current inspection simultaneously detects materials chemistry and hardness, along with part geometry, and these sensed parameters cannot easily be differentiated from each other during the test. Because of this, the static mode of inspection often yielded data that had the potential of masking the parameter that the system was intended to detect.
More and better data
Today's eddy current profilers offer advantages over static test systems. With these systems, a real-time eddy current profile of a part is developed on a Cartesian coordinate system where the eddy current signature of the part is displayed on the Y-axis and the position of the probe with respect to a part datum is displayed on the X-axis. Probe position information is usually recorded with a linear potentiometer or an LVDT. Input to the computer is through a data acquisition card along with the eddy current signature of the part taken from the probe. This 2-D profile can include as much of the part surface as is required to represent the portion of the part that needs to be reviewed.
Because a surface's signature is captured with a profiler and then displayed in the form of an X/Y plane, any math operation that can be used on a line or plane can be used to analyze the acquired data and make a pass or fail decision on that data. This includes integrals, derivatives, slope-related criteria, zero cross criteria and least squares fit criteria. This data representation lends itself well to statistical analysis where part profiles, associated with a population of good parts, are mathematically analyzed to determine the ideal X-bar profile through the good part profiles.
The ±3 Sigma variations of those profiles are then calculated as the profile limits. When the good part population is selected so that it represents normal production variations, the ±3 Sigma limits that bracket this population represent the production variations expected in normal machining operations. This creates profile limits that are realistic with respect to tool wear, part fixturing variations and other tolerance stack-ups that can be expected in a production environment.
The computer responsible for collecting and displaying these profiles can store these profiles and then make them available to other systems for statistical process control or other trend analysis purposes. This capability alone is invaluable in providing a historical record of what the production process has produced in the past. Further, if the individual part can be identified with a bar code or other type of identification, the profiles can be linked to that particular part for field analysis of part wear or other in-service component degradation.

Probes make the difference
Eddy current profiling probes come in two distinct versions-contact and noncontact. The noncontact types are the most common and can produce results in many applications where conductive materials are profiled. The contact types of eddy current probes, however, bridge the gap between a noncontact comparison means of part inspection and a true gage. In addition, these probes can be used to profile any material, conductive or nonconductive.
Noncontact eddy current profiling probes are best used to profile threaded holes or bores with complex features such as intersecting holes, undercuts or chamfers. These probes are designed to provide profiles by creating a focused electromagnetic field that inspects the hole or bore in only one predetermined direction, typically at right angles to the probe centerline. These probes are fabricated with coils that produce a very narrow field shielded from detecting extraneous information as it is moves through the hole. Because lift-off can be a problem, the fill ratio, or the relationship of the outer diameter (O/D) of the probe to the inner diameter of the hole, is kept as high as reasonably possible within the fixturing and tolerance stack-up constraints of the inspection system.
These probes actually produce two measurable parameters that represent the eddy current profile of the part being inspected. These parameters are the amplitude change of the probe drive signal with respect to its reference and the phase change of that signal with respect to its reference. The correct weighting of these two parameters, to optimize the defect sensitivity of the system, tends to be materials, defect type and fill ratio specific. Profilers consequently make available a sort equation that allows the operator to select how these two parameters are used together to produce the resultant part profile that allows the defects that are to be detected, to be sorted from the good part population. If the weighting of these two parameters is incorrectly selected, the profiler will either not work correctly or possibly not at all.
When profilers are used on flat or irregular surfaces rather than in holes or on shafts, a problem inherent to eddy current inspection begins to become significant. That problem, referred to as lift-off, relates to the fact that eddy current sensors detect the absolute distance between the material and the probe more significantly than they detect features or defects. If flat or irregular surfaces are profiled, the separation between the part surface and the probe must be held absolutely constant. In most cases, this is difficult, at best, to accomplish. Even if the eddy current sensor is fixtured so that it mechanically contacts the surface of the part, lift-off errors still become significant and can mask the information that is of interest during the sort.

Contact-type probes
The most significant advance made in eddy current profiling systems is the advent of the contact-type eddy current probe. These probes bridge the gap between the noncontact type of comparison inspection that is typical of eddy current inspection systems, and absolute gage measurements that can carry with them calibration traceability to local or NIST calibration standards. These probes use the strengths of eddy current inspection and marry these strengths with a contact gage that can easily measure to within a few microns.
The mechanization of contact probes includes a means of mechanically contacting the part and then converting that mechanical contact into an eddy current signature. As this probe is moved along the bore, this converted eddy current signature is correlated with the position of the probe in the bore to create a profile of the bores' inner surface. If this same probe is rotated as it is moved through the bore, bore cylindricity and ovality can be measured along with the inherent bore taper measurement that happens automatically as the probe is moved in or out of the bore. The sensitivity of this type of inspection allows the surface finish to be read with some degree of accuracy.
Although this surface finish reading is not an absolute indication of what the surface finish of the bore is in micro inches, it does effectively represent a figure of merit that can correlate with an absolute surface finish reading made with a stylus type instrument. This approach is used effectively for threaded holes.
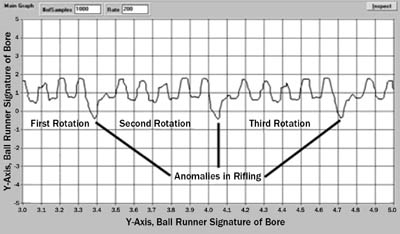
In these applications, the diameter of the pilot hole and the minor diameter of the threads are accurately represented in the profile. The software that supports these systems counts the threads present in the hole as well as inspects undercuts and chamfers at the same time. There is no realistic limit to the length of these sensors. For example, these probes have been designed to inspect rifle and pistol bores along their length where they inspect the twist of the rifling within the bore, the height of the rifling lands along with the bore taper and absolute diameter.
For external profiles of rods, this contact probe concept is reversed so that the external characteristics of a rod or stud can be recorded and correlated to the position of the probe over that rod or stud. The rod O/D along with bevels, tapers or grooves are accurately recorded.
With a slight modification of this concept, the external profile of flat or irregular surfaces can be acquired as long as a means to record the position of the probe with respect to part datum is available. With the myriad of linear encoders available, there is no limit to the length of a surface that can be profiled.
Correctly designed probes, either contact or noncontact, should survive in hash manufacturing conditions. Q
William A. Keely is a vice president at NDT Technologies (Holly, MI). He can be reached at (248) 634-0326 or [email protected]. For more information, visit www.ndttechinc.com.
Tech tips
• Eddy current inspection has reinvented itself as a dynamic rather than primarily a static means of inspection.
• Eddy current profiling probes come in two distinct versions-
contact and noncontact.
• The advent of the contact type eddy current probe has advanced eddy current inspection.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





