QUALITY MEASUREMENT: Making Sense of Quality
The most reliable instruments for measuring quality, particularly abstract quality, are one's natural senses.

Source: The Armoloy Corp.
To achieve the simultaneous satisfaction of one's customers and one's own business practices is to overcome the inherent imbalance of loyalties that lies within all attempts to serve two masters. True success is beyond what normal humans are able to attain, so take whatever satisfaction is possible from the ability to minimize disagreements. Nevertheless, it is to this realization of impossibility that rises the evolution of modern quality assurance from the ancient numerical tenets of quality control that, though not yet laid to rest, have been relegated to the "lesser" status of support.
But, given the industry's undying love of contracts and documented agreements, one can never quite let go of quality control and its ever-improving methods of measuring what manufacturers have so long thought unmeasurable, of judging the abstract according to some definitive scale to which one can point when customers claim dissatisfaction. Some fail to realize the most reliable instruments for measuring quality, particularly abstract quality, are one's natural senses and that the neglect of these senses costs more business than any real or perceived shortcomings of production methods. The evolution of quality assessment from its origin of "it looks (feels, smells) good enough" to today's vast number of contractual measurement schemes does not necessarily preclude the value of those original acts of purely aesthetic judgment.
Dependent on Numbers
The modern business world not only thrives but also is totally dependent on numbers. Companies proudly display successes in dollars and cents, with graphs and pie charts, and by countless other characters and symbols that evoke numbers in the minds of customers and competitors. Numbers are the language of industry, so it is no wonder that quality strives to allow itself to be measurable, to be expressible in the language of numbers.
The importance of numbers gives credence to the practice of employing people well schooled in the arts of statistics and statistical analysis as quality assurance professionals. They require little or no knowledge of the product, only that it can be measured in ways that allow the most precise process control and thereby, be consistently made to fall into some documentable range of acceptability, some provable limit that withstands any and all customers' objections. In other words, quality control must lend itself to the logic of mathematics and be kept far from the subjectivity of the senses. And quality assurance, relying on quality control's capabilities, sets limits to ensure that the likelihood of repeated acceptability-at least, as far as written agreements are met-remains at its highest.
The historical success of this approach is, however, a myth propagated by blind faith in the absoluteness of numbers. Pitting logic against logic, one must ask: How absolute is a number that requires an expression of precision, a-stated or implied-confidence interval? If each reported number-that is, the reported value of a quality measurement-is the mean of a confidence interval, then one must assume that reality, to borrow a concept from quantum mechanics, is the superimposition of an infinite number of possible values whose sum is one and whose mean is the reported number. In effect the picture is that of a normal distribution, a bell curve. In theory, it goes to infinity both to the left and to the right, but is limited in practice by the ability to measure, by the precision of the measurements.
The quanta are defined by the number of significant figures by which the measurement can be reported with confidence. If the reported values, for example, are expressed to ± 0.01, then find P = 0 on the curve at 0.01 to the left of x = 0.01. Because a normal distribution, by definition, exhibits symmetry, then the limit to the right (again, P = 0) is the same distance from the mean as is P = 0 to the left (and, of course, P = 0 everywhere outside these limits). Because each probability greater than 0 corresponds to a number, having defined the precision, one also can know all the possible values and their respective probabilities. But, if each possible value represents its own probability distribution, then it follows that there exists no definite boundary between consecutive numbers. Therefore, precision manifests itself in the observable world not as a quantized scale, but as a relative continuity.
The Quality of Color
This paints a picture of not-so-precise numbers, numbers that describe characteristics that are not quantized, but overlapping. They give only limited and not specific information about the characteristic of interest, rather they generally locate the characteristic along a continuum of possibilities. Compare this to the prism segment of the electromagnetic spectrum: the visible spectrum.
If light at l
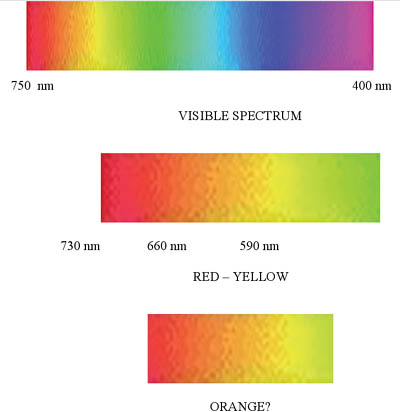
But, simple, undefined orange is never the goal. Because everyone has a unique mental image of orange, in the extreme, it can be related to a particular wavelength of light somewhere between red and yellow. Given that perfect duplication is beyond the realm of human possibility, one is forced to accept his own description of orange as the waveband between two specific-though not necessarily identified-wavelengths, a waveband that experience shows can be repeated with minimal difficulty. Manufacturers endeavor to identify the waveband as a reference, proof that our orange is, in fact, orange in the estimation of all interested parties.

This is all well and good if our agreement is to produce orange and the customer is concerned about color, only. But, appearance depends in large part on surface characteristics unrelated to color. A smoother surface will reflect a more aesthetically pleasing orange than a comparatively rough surface. And, typically, the surfaces produced are quite smooth. Nevertheless, if surface roughness is not addressed in the agreement, consider customers' complaints about undefined, subjectively less-appealing appearance trivial and success in meeting contractual requirements complete, no matter how rough the surface nor how dull the appearance.

Suppose the customer, having recognized his oversight and having taken full responsibility for that omission in the original agreement, returns to negotiate a new agreement that defines not only color but also surface roughness; that is, he has determined a range of acceptable Ra values in addition to the waveband defined as orange. He knows, from previous experience, that the color can be produced and the manufacturer's past success in usually producing smooth finishes; he assumes that the manufacturer can control roughness to a degree satisfactory to his expectations. If the company has any business sense at all-it agrees to resume the relationship under these new requirements. If not, it is likely that the customer will go elsewhere and, now knowing what his demands need to be, strike a similar agreement with a new supplier. Manufacturers fortunate enough to get a second chance realize that any further disagreements will probably result in the permanent loss of the customer. It is far easier to survive a first misunderstanding than a second.
Lessons Learned
Therefore, the manufacturer has learned that it must take the contract step of its quality assurance program seriously to retain customers. A manufacturer must determine not only the customer's requirements, but also what the customer really wants if its work is to meet his satisfaction. A customer is not necessarily able to communicate his need, yet the manufacturer must determine exactly that before entering into any agreement. This is the express purpose of the contract.
But is it enough to simply meet the customer's stated requirements to ensure that all the measurable characteristics are within the contract's parameter limits? Put one's self in the customer's shoes, to see as he sees, to sense as he senses, the unmeasurable aesthetic quality of the work. Companies rely so heavily on superior measurement methods that they are blind to the fact that their work, though contractually acceptable, may simply seem shoddy. And appearance, though always resistant to measurement, is nevertheless, the manifestation and potentially the leading advocate of quality.
If the advocate is appearance, then the judges are the senses and if the judges cannot be persuaded, the work must be found unacceptable. Judges decide in production, in quality control and in quality assurance, each with the authority to overturn the previous ruling. But the final arbiter, who decides whether the work is acceptable or not, is the customer. Though he may know that the requirements of the agreement have been met, in the end, he cares nothing about contracts and agreements, only that his senses are pleased.
Aesthetics cannot be measured; hence it has long been known that beauty is in the eye of the beholder. The quality professional must not only be a skilled mathematician; he must also possess the senses of an artist. Even more, he must be able to see through the eyes of every man. Q
Tech Tips
One's natural senses cost more business than any real or perceived shortcomings of production methods.
A manufacturer must determine not only the customer's requirements, but also what the customer really wants.
The quality professional must not only be a skilled mathematician but also possess the senses of an artist.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






