Quality Innovations: A Scanning Revolution in Five Axes

Why measure at conventional scanning speeds of 5 millimeters per second when you can just as accurately measure at 500 millimeters per second? The Renscan5 five-axis scanning system from Renishaw Inc. (Hoffman Estates, IL) raises coordinate measuring machine (CMM) scanning speeds to this rate. It comes with a Revo infinite-positioning, two-axis measuring head with laser-corrected probe that provides detection and correction for stylus deflection.
This high-speed scanning increases measurement throughput and reduces cycle times while simultaneously increasing data coverage. According to Barry Rogers, marketing manager at Renishaw, this is reportedly 30 times faster than conventional data point acquisition to meet tighter part specifications. The system can be fitted to current OEM machines from multiple CMM makers and can be used to upgrade existing CMMs.
The system design minimizes the measurement errors normally associated with existing three-axis systems moving the CMM for probe positioning. This five-axis system does this by allowing the smaller, low-mass measuring head to supply most of the motion during inspection routines. This decreases the dynamic errors caused when moving the larger mass of CMM structures. Where CMM motion is required for an inspection, the CMM can be limited to moving in a single axis at a constant velocity or along a constant vector. This removes the inertial errors resulting from machine acceleration or deceleration during conventional three-axis scanning.

A Measuring Head
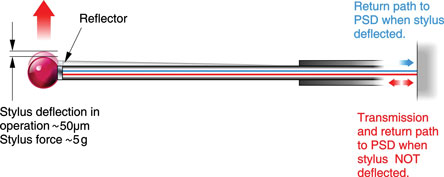
The Revo measuring head has stiff, spherical, air-bearing technology in each of its two axes. The head is constantly measuring even while moving. The two rotary axes-360 degrees horizontal and 270 degrees vertical-and direct-drive brushless motors (no gears) enable smooth, low-friction, high-speed tracking of changing geometries while providing access to difficult-to-reach features. High-resolution rotary encoders deliver 0.08 arc-second positioning accuracy.A hollow stylus allows miniaturized laser technology to collect data at 6,000 data points per second, compared to 200 to 300 data points for conventional scanning. The hollow stylus is designed to bend under high acceleration and inertial forces, typically within the range of 50 microns at the tip.
Bending deflects the return path of the laser beam, which is received by a position-sensing detector mounted in the probe body. Measurement output is translated and the exact stylus tip position can be calculated. "Laser light measures faster than the probe can move, so position can be continuously determined while the stylus tip is scanning," Rogers says. "Laser correction allows longer styli-up to 500 millimeters-with very little degradation in accuracy." This tip-sense probing lets the laser system deliver 1-micron accuracy at 250 millimeters from the axis of rotation, at 500 millimeters per second.
This scanner is available with a UCC2 universal CMM controller featuring MoveScan software that synchronizes and smoothes motion between the CMM and the head. Rogers says MoveScan allows the machine to drive the probe to the surface of the part, in the shortest distance, by looking at go-to points ahead of time. Rapid repositioning of head and stylus between part features shortens scanning time over conventional indexing systems.
TECHNOLOGY CONTACT
For more information on the
Renscan5 and Revo, contact:
Renishaw Inc.
5277 Trillium Blvd.
Hoffman Estates, IL 60192
(847) 286-9953
E-mail: [email protected]
URL: www.renishaw.com
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



