Brain Teasers: Freezing Over
Anyone who has faced a production problem with a need to solve it by using production data can relate to the notion of a brain teaser. The brain teasers presented here are based on real-world situations encountered by workers in manufacturing environments. The brain teasers have three parts: (1) the situation, (2) available data or other supporting information and (3) questions that various workers need answered for continual improvement.
Baseline Data
Situation
Oliver is the production manager for a company that produces a variety of packaged food products for industrial food customers. One process that has been regularly over budget is the fast freezing of product. After an initial investigation, Oliver determined that the main contributor of budget overruns was the usage of cryogen in the freezing process. Further investigation revealed that cryogen usage was greater than had been anticipated for the past 18 months.The first step Oliver took was to encourage the manager of the freezing process to cut back on the cryogen usage, but that effort led to an increase in product that was incorrectly frozen. Then Oliver decided to take advantage of the experience of a Six Sigma Master Black Belt (MBB) who was on call to the company. The MBB, Carolyn, met with Oliver. They decided to set up a team to study the cryogen usage with the goal of determining how best to minimize the usage and reduce costs without compromising product quality.
Data for Experimental Process Trials
Available Data
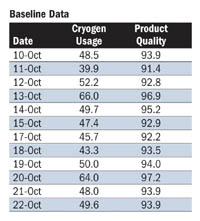
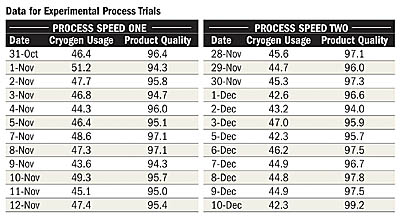
Carolyn advised the team to collect data on cryogen usage and product quality for several weeks in order to understand the current situation. Data for two weeks are summarized in the table, "Baseline Data." Cryogen usage is recorded in thousands of pounds. Product quality is recorded as percent of good pounds.Once the team analyzed the baseline data, Carolyn encouraged them to do some experimenting with the process and measure cryogen usage and product quality. Because the process had run on a sporadic basis, they decided to run the process on a continuous basis at two different rates based on pounds of product per minute. Results of the trials are given in the table, "Data for Experimental Process Trials."
Questions
1. What do the baseline data indicate about cryogen usage and product quality?2. Based on the analysis of the baseline data, what goals would the team want to achieve regarding cryogen usage?
3. How does the freezing process behave under the two trial conditions?
4. Do either of the trial conditions give improved results for cryogen usage without compromising product quality? Explain.
Answers to December Brain Teaser
After a recent improvement in the surface smoothness of vitamin gel capsules, Wilma, a process engineer, received complaints from the customer that the capsules were sticking to the chutes on the production line. An investigation of the filling machine did not reveal a cause of the sticking so Wilma and her team began to question the surface smoothness of the gel caps.Q: Is there evidence in the data that the recent efforts to improve the gel cap smoothness did result in a change for surface smoothness?
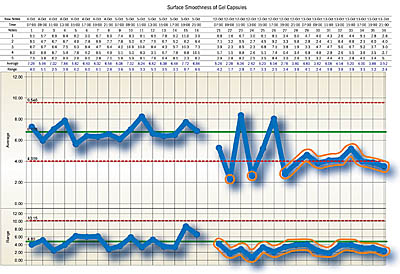
A: Based on an analysis of the data using an average and range process behavior chart, the data collected after the improvements show a definite decrease in surface smoothness after a period of oscillation in the average. Also, all of the ranges for the improved process are below the central line for the original gel capsules. This indicates that the variation in surface smoothness has decreased. See the chart, "Surface Smoothness of Gel Capsules." After recomputing the control limits for the improved capsules, the chart shows that the process becomes predictable at a lower average value with reduced variation.
Q: What statistical techniques can be used to determine if a difference exists in the smoothness of these two versions of gel capsules?
A: The process behavior chart used in the answer to the first question is one way to determine that a process change has occurred. This technique has the advantage that it is possible to determine if the process is predictable or not. Another technique that often is used is the two-sample t-test for population means. The disadvantages of this approach are the assumptions that underlie the test. These data are not random samples from a population, but periodic samples from an ongoing process. Also, as shown in the process behavior chart, the data for the improved process shows that process was unpredictable for the first several hours before it settled down. This lack of predictability leads to these data not passing the test of normality of the data, which is another assumption for the t-test.
Q: Is there evidence in the data to indicate that the new gel caps are too smooth?
A: The gel capsules have definitely become smoother, but any determination that they are "too smooth" would require an experiment.
Q: How can Wilma's team determine the optimal surface smoothness for the gel caps?
A: With a designed experiment, Wilma and her team can determine how smooth to make the capsules so that they will not stick in the filling chutes. Wilma may want to explore surface smoothness of the capsules at several levels, as well as several other factors in the experiment.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



