Cameras Get Smart

Some smart cameras such as the Sony XCI can work with third-party software such as the ActivVisionTools from MVTec Software. Source: Sony
The term smart camera has been somewhat of a misnomer. It is true that it is a camera, but it has not necessarily been smart. But that is changing as the cameras of the past, which could only work at less than optimal feed speeds and do less than complete image analysis, have evolved into a powerful quality assurance tool.
Today’s smart cameras can perform imaging tasks from the most mundane and repetitive to the most critical and complex. Most experts feel that they are capable of doing 70 to 90% of the machine vision tasks that a PC-based vision system can do.

The Iris P-Series is a line of smart cameras that incorporate a powerful embedded Intel architecture processor and Windows CE .NET real-time operating system. Source: Matrox Imaging
In addition to the individual quality assurance and metrology functions, most of the smart cameras can simultaneously do multiple measurements.
Smart cameras are being run on a variety of operating systems including Linux and Windows, as well as DSPs, MS-DOS and proprietary systems. Some companies’ cameras can be run on multiple systems such as Sony that can run on both Linux and Windows XPe.
Input/output functions also have improved with these smart cameras. They can be tied into PLCs for closed-looped feedback functions, or networked with multiple smart cameras. Data sets can be transferred over serial links or TCP/IP-enabled Ethernet interfaces.
John Salls, president of Vision ICS (Woodbury, MN), a machine vision integration and consulting company, began working with DVT smart cameras more than a decade ago and still works extensively with DVT products, says that the capabilities of smart cameras had been limited by a lack of processing power. In the past, comparing PC-based vision systems to smart camera systems, the smart camera could only do about 5 to 10% of the jobs, but he now puts that figure at greater than 70%. “What has really changed,” he says, “are the processors that are available.”
He says that there are only a few types of tasks that a smart camera still cannot do, that still need the processing power of the PC. For instance, he says, there is no counterpart for inspecting “mouse bites”-flaws in metal wires on integrated circuit chips. “Smart cameras are not good at that, but the capabilities are starting to be there,” Salls says. “That kind of technology, object location, 50th of a pixel accuracy, that is coming.”

The top right hook does not fall within accepted tolerances when compared to the template (left hook). The bottom right hook passes the inspection. Source: Matrox Imaging
Building Block
The history of smart cameras-those devices with built-in sensors, image acquisition cards, onboard memory, operating systems and processors-are tied to the growth of, or more accurately, the miniaturization of, the semiconductor component. These blazing fast chips such as FPGA, DSPs, and chips from Intel and Texas Instruments and others have boosted the processing power of a smart camera and in turn boosted the capabilities of the camera, says Joseph Christenson, president of PPT Vision Inc. (Eden Prairie, MN).
The top right hook does not fall within accepted tolerances when compared to the template (left hook). The bottom right hook passes the inspection. Source: Matrox Imaging
Matrox Imaging’s (Dorval, Canada) Iris P-series line of smart cameras features an embedded Intel Celeron processor and operates in a Windows CE.Net format. It has effective resolution of 640 by 480 up to 1280 by 1024, and frame rates of between 7.5 and 100 fps.
The Sony smart camera XCI series, which is a hardware platform only, features a 400 Mhz Geode GX533 processor with an x86-compatible architecture that allows it to be run with multiple third-party software utilities.
The smart camera is used in a pharmaceutical inspection application. Source: Matrox Imaging
The DVT 535C from Cognex is a color vision sensor with a resolution of 640 by 480 and 23 fps with a 1/3-inch CCD sensor. It has a set of color tools for sorting, color matching and defect detection.

Brake pads are conveyed under the 3-D smart camera. Source: Sick Inc.
Feed speeds also are increasing because of the camera’s ability to do partial scanning and vertical and horizontal binning. Partial scans allow operators to select a region of interest to reduce the data size and as a consequence, increase frame rates. Binning functions, such as those found on Sony’s cameras, allows operators to combine image data. Vertical binning combines image data for every two lines vertically to increase frame rates. Horizontal binning combines image data for every two pixels horizontally, increasing sensitivity and shortening capture speed.

In this application, the software checks the presence and absence of pins and their location. Source: National Instruments
Ease of Use
Software is key to the improved capabilities of smart cameras. Some cameras are configurable, with point-and-clink functions, some are programmable in various programming languages and some do both. What is common among most smart cameras is its ease of use and ability to tap into powerful software utilities.Software libraries such as the Matrox Imaging Library (MIL), National Instrument’s Vision Builder AI, and MVTec’s Halcon, can manipulate and analyze images throughout the process.
This image manipulation, or image processing, begins at the image acquisition stage and, if required, image processing is performed before running analysis routines. That is because the results of image acquisition can vary widely; Often images are taken in areas that have poor illumination, such as an assembly line. A manufacturing environment is not only noisy and dirty, it offers challenges like aligning the target object, centering the object for best imaging, and lighting it for best results. Because assembly line imaging is literally a moving target, imaging systems must shift images left, right, up, or down. And some parts produced in a factory can be problematic because of variation in gray values. The variation in gray values occurs because of light reflecting off the objects.

Multiple types of gears are inspected simultaneously. Source: National Instruments
A smart camera’s capabilities are enhanced even more by using a vision library that contains sophisticated algorithms and vision inspection tools. These tools add enormous power to a smart camera such as the preprocessing functions, and real-time image analysis. The Matrox Imaging smart camera, for instance, uses the company’s MIL. This program, with more than 10 years of software developments and application algorithms built-in, allows operators with little experience in traditional programming environments to do vision inspection without having to write lines of code. MIL is a flowchart-based system that allows for programs to be developed using a variety of modules and tools such as the OCR module or the geometric module.

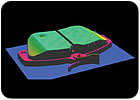
Using 3-D profiling offers the capability to see differences in height. In this example, a group of parts are imaged with a 2-D camera (left) and with a 3-D camera (right). The 3-D camera makes it easy to determine which part is on top. Source: Sick Inc.
Other cameras have point-and-click functionality. PPT Vision’s Impact Inspection Builder software suite, available on its A-10 smart camera, allows for vision applications to be developed through a series of clickable icons such as blob analysis, contrast sensing, data matrix reading and character inspection, gaging and edge detection.

Using 3-D profiling offers the capability to see differences in height. In this example, a group of parts are imaged with a 2-D camera (left) and with a 3-D camera (right). The 3-D camera makes it easy to determine which part is on top. Source: Sick Inc.
Cameras can run a variety of third-party software packages, and each adds capability to a camera. Basler’s eXcite cameras can use many different packages. So too can Sony’s new smart cameras. The XCI series runs a variety of software packages including National Instrument’s Vision Builder, MVTec’s ActivVisionTools and Euresys’ e-vision.
This model was developed using the 3-D smart camera. Source: Sick Inc.
Kyle Voosen, National Instrument’s (Austin, TX) vision product manager, says that there is no programming involved with Vision Builder. The software is entirely menu-driven to build a complete inspection application from acquiring to process, all the way to communication. Image processing includes 50 machine-vision functions such as pattern matching, OCR, gaging and reading bar codes. In addition, if the application requires something more than the standard offering, a LabView program can be written and incorporated into the package without having to buy the whole package. LabView is NI’s higher level programming environment.

The DVT 535C vision sensor from Cognex is an entry-level color vision sensor that uses Intellect software. Source: Cognex
Operating in a dynamic environment is a pivotal aspect of using a smart camera with high-level program capabilities. Salls of Vision ICS believes that this is only going to continue. In fact, he says that in the next five to 10 years, smart cameras will have progressed to the point where “my services are no longer needed.”
sidebar: tech tips
- The increase in computer power and software has given smart cameras a variety of new capabilities.
- Smart cameras now can do quality control functions such as gaging, pattern recognition, optical character readings and blob analysis.
- Many smart cameras can now use the power of third-party software platforms.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




