Back to Basics: Mastering Magnetic Particle Inspection
Improper magnetic particle testing can lead to a false sense of security.
Some companies’ nondestructive testing (NDT) methods and procedures-or lack thereof-particularly with regard to magnetic particle inspection can be disconcerting. This type of information most often comes from companies outside the aerospace industry that perform their own in-house magnetic particle inspection.
Companies will start up an internal NDT process for various reasons. For some, it is a customer requirement, while others perceive it as an internal quality check during the manufacturing process. In most cases, the companies decide to invest in the equipment, but fail to recognize the importance of getting their employees properly trained. After all, “how hard can it be?”
Another area often overlooked by these companies is the ancillary equipment necessary to properly monitor the system operation and the method process, such as light meters, shot timers and gauss meters.
A study done in 1973, titled “An Investigation in the Effectiveness of Magnetic Particle Testing,” by Lee R. Gully Jr. reported on the failure to properly apply magnetic particle inspection methods. The study estimated that the 11 companies under scrutiny detected only 47% of the discontinuities present. Ten years later, another study by D.J. Hagemaier, titled “A Critical Commentary on Magnetic Particle Inspection,” found that little had changed.
Based on observations and discussions with those in the industry, the following are concerns that stem from improper training in the magnetic particle testing method.

The blind leading the blind. Students often explain that they learned how to do magnetic particle inspection from Joe, who has been doing it for years. All too frequently, it turns out that Joe was not properly trained or, worse, did not have any formal training in magnetic particle methods and is passing on incorrect procedures to others.
Daily checks are improperly done. Students get the deer-in-the-headlights look when instructors start to explain the importance of performing and documenting equipment operational checks in a daily log prior to beginning operations. Some of the important daily operation checks (as called out in ASTM E-1444, the recognized industry standard for performing magnetic particle testing) are bath particle concentration, ultraviolet light intensity output and the cracked block test to ensure that there are the required amperage output to detect discontinuities. Each one of these checks has process steps that can be found in ASTM E-1444. If a company sets its magnetic particle testing process parameters around this document, it will at least meet the minimum requirements and provide an effective inspection process.

Not performing 100% inspection on parts. It is not uncommon to find that coil shots-if done at all-are not properly used as part of the inspection. Without fully understanding the basics of magnetic theory or field measurements and directionality, many untrained inspectors do not know it is imperative to induce both circular and longitudinal fields into the parts they are inspecting. These fields are induced using both head (circular magnetic field) and coil shot (longitudinal magnetic field). By adequately inducing the field in both directions, it enables the inspector to detect defects that may lie in a transverse or longitudinal orientation to the axis of the part.
Failure to properly apply the bath. To get the clearest possible indication of discontinuities, it is important that the carrier bath be applied immediately before or after the part undergoing inspection has been magnetized. The more time that elapses between those two events, the less reliable the results will be. Also, carrier baths need to be constantly agitated to keep the particles distributed evenly in the suspension bath so when applied to a part, the particles will be readily drawn to any discontinuities that may be present. Likewise, when using a spray can with the pre-mixed carrier, it is important to keep it agitated when spraying parts.

Failure to clean parts after machining and prior to inspection. Although surface cleanliness for magnetic particle testing is not as critical as it is for liquid penetrant, it is still critical that the surface is properly cleaned to allow for particle mobility. The surface should be free of grease, oil, paint or anything else that could impede inspection particles from reaching the site of a discontinuity.
Not much has changed in the 36 years since the first study was accomplished in 1973. This can be attributed to the failure to receive adequate formal training to qualify operators or inspectors, as well as a basic lack of knowledge about the process and theory, the test equipment and all the quality control checks that must be implemented in order to perform an effective inspection.
The aerospace industry relies heavily on the NDT industry as a valuable tool for identifying defective parts and equipment prior to placing them into service, saving time, money and lives. However, when employed improperly by untrained individuals, it can lead to a false sense of security-“we know we have a quality product because we did our own testing”-which can lead to escapes, failures, recalls and ultimately injury or worse. Not only is it important that the operators be well-trained, it is equally important that they fully understand their equipment and the operation.
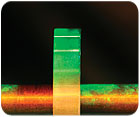
When a fluorescent magnetic particle bath is used, the ketos ring is magnetized and viewed under blacklight, revealing the depth to which defects can be detected at required amperages. Source: XRI Testing
Some companies’ nondestructive testing (NDT) methods and procedures-or lack thereof-particularly with regard to magnetic particle inspection can be disconcerting. This type of information most often comes from companies outside the aerospace industry that perform their own in-house magnetic particle inspection.
Companies will start up an internal NDT process for various reasons. For some, it is a customer requirement, while others perceive it as an internal quality check during the manufacturing process. In most cases, the companies decide to invest in the equipment, but fail to recognize the importance of getting their employees properly trained. After all, “how hard can it be?”
Another area often overlooked by these companies is the ancillary equipment necessary to properly monitor the system operation and the method process, such as light meters, shot timers and gauss meters.
A study done in 1973, titled “An Investigation in the Effectiveness of Magnetic Particle Testing,” by Lee R. Gully Jr. reported on the failure to properly apply magnetic particle inspection methods. The study estimated that the 11 companies under scrutiny detected only 47% of the discontinuities present. Ten years later, another study by D.J. Hagemaier, titled “A Critical Commentary on Magnetic Particle Inspection,” found that little had changed.
Based on observations and discussions with those in the industry, the following are concerns that stem from improper training in the magnetic particle testing method.
A daily systems performance check using a ketos ring will determine if the magnetic particle machine is generating enough amperage to reveal discontinuities. Source: XRI Testing
Daily operational checks such as bath particle concentration are critical in magnetic particle inspection. Source: XRI Testing
A particle concentration of 0.2 to 0.4 milliliters per 100 milliliters of bath is adequate for detecting discontinuities. Source: XRI Testing
Not much has changed in the 36 years since the first study was accomplished in 1973. This can be attributed to the failure to receive adequate formal training to qualify operators or inspectors, as well as a basic lack of knowledge about the process and theory, the test equipment and all the quality control checks that must be implemented in order to perform an effective inspection.
The aerospace industry relies heavily on the NDT industry as a valuable tool for identifying defective parts and equipment prior to placing them into service, saving time, money and lives. However, when employed improperly by untrained individuals, it can lead to a false sense of security-“we know we have a quality product because we did our own testing”-which can lead to escapes, failures, recalls and ultimately injury or worse. Not only is it important that the operators be well-trained, it is equally important that they fully understand their equipment and the operation.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







