Connecting the Enterprise
Quality software is helping manufacturers obtain supply chain-wide connectivity.

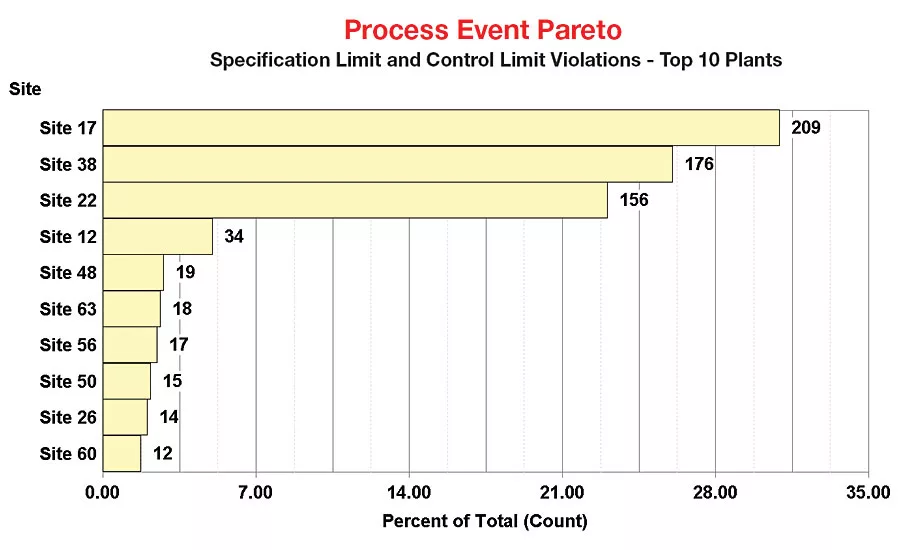
PROCESS EVENT PARETO
Specification Limit and Control Limit Violations - Top 10 Plants
Pareto Chart of exceptions sorted by site and ordered by the 10 worst sites. Notice sites 17, 38 and 22 are clearly showing more issues than the remaining sites. Source: InfinityQS
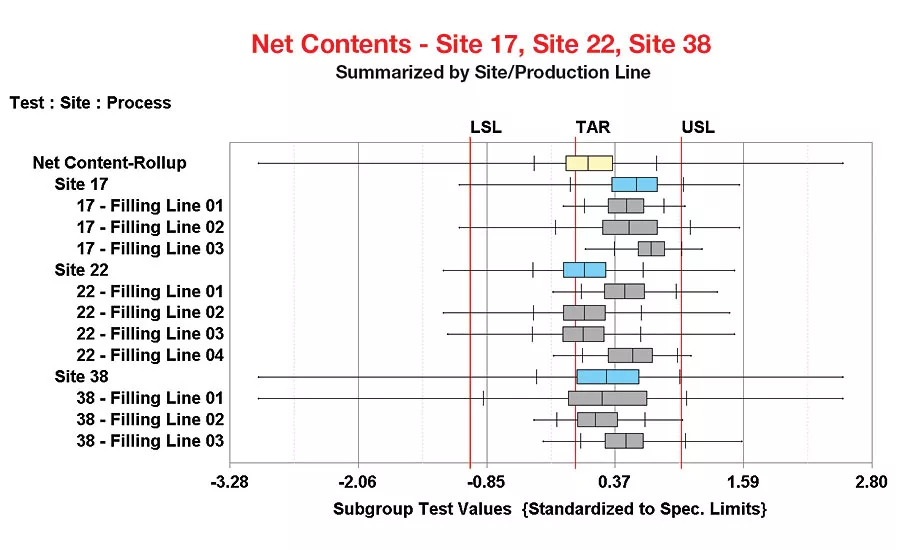
NET CONTENTS- SITE 17, SITE 22, SITE 38
Summarized by Site/Production Line
Box-and-whisker Plot of a key characteristic (Net Contents) for the three problem sites, identified in the Pareto Chart, sorted by site and production line. From this plot it is clear that Site 38 and Filling Line 01 have the most variation across the three problem sites. Source: InfinityQS
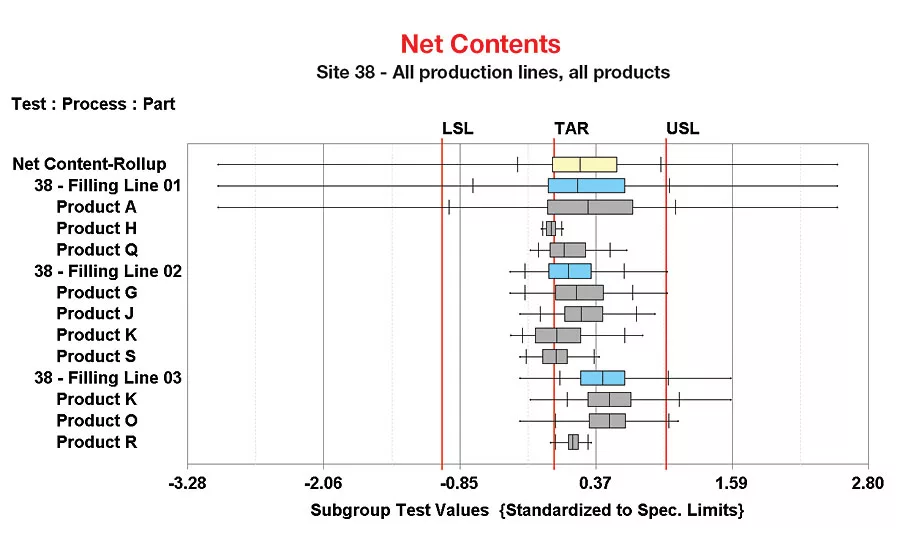
NET CONTENTS - SITE 17, SITE 22, SITE 38 Site 38 -
All production lines, all products
Box-and-whisker Plot of a key characteristic (Net Contents) for Site 38, sorted by production line and product. From this plot it is clear that Product A on Filling Line 01 has the most variation across all products run at Site 38. Source: InfinityQS

Example of a dashboard showing the performance of a key characteristic across four sites. This dashboard highlights compliance (events), process performance (Ppk) and operational use (data counts) with various charts to show overall performance, as well as month-to-month changes. Source: InfinityQS
Consumers are picky. And an increasingly global marketplace comes with more choices. Which car the safest? What brand of potato chips tastes the best? Which over-the-counter medicine cures a cold the fastest? As recalls continue to rack up, consumers are quick to place everything under their microscope. If the product they buy is not up to par, they will be even quicker to make that known, whether they leave a one-star review on Amazon, or if they report a possible foodborne illness to the Food and Drug Administration (FDA). As a result, the manufacturer’s reputation, and therefore, its future, is on the line.
It is now more important than ever for manufacturers to address quality issues before their products go out the door and reach the hands of consumers. Although many manufacturers already have various technologies in place to support their quality programs, the global nature of the supply chain is not only affecting consumer behavior, but also the ability to achieve any type of standardization across plants—much less the enterprise.
Different Systems, Disparate Data
Over the years, manufacturers have expanded, merged and acquired, relocated, and opened and closed facilities. Meanwhile, each location or plant has amassed a wealth of new technologies, whereas some still have their antiquated, legacy systems in place. Others may have an assortment of new and old equipment, and some have neglected to update their infrastructure. Therefore, on any given plant floor, there are dozens of different machines and tools—from enterprise resource planning (ERP) and manufacturing execution systems (MES), to Statistical Process Control (SPC) software, to gages and scales, to programmable logic controllers (PLCs). All the while, the people (operators, quality managers and IT personnel) behind these systems have their own methods to the madness, and insist on holding on to their respective data silos. This makes it more difficult to establish visibility and streamline quality control.
Although it may very well be possible to create a quality product with these different tools working independently, it is not enough in today’s competitive, global and consumer-centric marketplace. The key issue at hand is that each of these systems collects its own set of data, in different formats, throughout the manufacturing process. For example, an ERP system knows what Production Order (PO, or Lot, etc.) is running for a given product, the MES system knows what production line that PO is scheduled on, and the PLC may know the product temperature. None of the individual systems (ERP, MES, PLC) knows all pieces of information, so it requires taking the data from each and combining that information to obtain a view of the “big picture.” Therefore, without integrating the various tools and technologies, manufacturers struggle to obtain visibility into their operations. In turn, without visibility, it is near impossible to achieve any valuable insight that can help identify opportunities for improvement.
Siloed systems also prevent manufacturers from conducting predictive analysis. The ability to proactively monitor for quality issues and stop them before they occur is crucial to mitigating and eliminating costly recalls. In addition, the tedious, manual task of entering data and the frustration of working with redundant or duplicated information only escalates the quality chaos created by disparate systems and siloed data.
Enterprise Quality Management Software – Making Connectivity a Reality
Twenty years ago, it would have been farfetched to say that it is possible to connect a manufacturer’s different devices, systems and software. Fortunately, times have changed. Today, the software exists to make this once unfeasible task a reality. Yet many manufacturers are not aware that it is possible to integrate and standardize technology on the plant floor and across the enterprise.
At first, it may seem daunting to introduce a quality solution that achieves enterprise-wide connectivity. Wouldn’t it be expensive to “rip and replace” equipment in dozens of different plants, upgrade existing hardware, and then roll out new software in each and every line and facility? This is not the case, as current technologies and tools can actually stay in place. How? The solution lies in enterprise quality management software.
When powered by an SPC engine, enterprise quality management software serves as a centralized repository, accepting data in various formats, from any number of sources. The software then standardizes the data—whether from a proprietary solution, a measurement tool or ERP system—and makes them available in real time. Operators and plant floor workers can then view a single set of data within the repository, and use that information to make instantaneous process adjustments, while predicting and preventing quality issues before they occur.
Now that all devices on the plant floor are connected and feeding information into a centralized database, it is time to take the software’s capabilities another step forward. Enterprise quality management software can also connect devices and data across an entire enterprise. With all facilities standardizing on this solution, manufacturers can achieve a greater level of insight into their operations. By not only viewing data across the enterprise, but by slicing and dicing them for in-depth analysis, quality managers and executives can obtain Manufacturing Intelligence. With Manufacturing Intelligence, manufacturers can make more informed business decisions, identify new areas for improvements, and pinpoint ways to cut costs. They can also perform comparative analysis to see what is working well at certain plants and where they can make adjustments.
Quality in the Cloud
An enterprise-wide deployment is even more convenient with a cloud-based version of the quality management software. Because the solution is securely hosted by a vendor, global deployments are quick and easy. There is no need to install a software program, and no need for expensive hardware and infrastructure upgrades. By simply logging into the software through a web-browser, an enterprise quality solution provides organizations the ability to break through geographical, cultural and infrastructural barriers to connect facilities from the U.S. to China, and everywhere in between.
A number of manufacturers have already found success with an enterprise quality management solution that links technologies and tools across an organization. For example, a leading North American consumer packaged food and beverage company integrated its cloud-based quality software with manufacturing measuring tools at three separate facilities, as well as data collection software in its laboratories, enabling data to be sent directly to a centralized data repository. This not only reduced paper usage and manual data entry, but also enabled the manufacturer to identify variances and out-of-spec issues as they arose across different plants. The company reported a $2.1 million improvement in savings due to waste reduction. That number is sustainable, year-after-year, with continued use of the software.
True Supply Chain-wide Connectivity
Due to the global nature of the supply chain, it is important to not only establish connectivity across the manufacturer’s own organization, but across the entire supply chain. Cloud-based enterprise quality management software can connect OEM manufacturers with their suppliers. Just like they monitor their own operations from plant to plant, OEMs can monitor their suppliers’ processes in real time. Therefore, they can verify that their components and subassemblies are of the highest quality before they ship and become part of the final product. To onboard their suppliers, OEMs can simply email their vendors a link. Once logged in, suppliers can begin to perform the quality checks required by the OEM. The data from those checks are then available in the repository for real-time visibility and analysis. An enterprise quality management solution will help spearhead this activity and drive true supply chain-wide collaboration and connectivity.
No longer is quality something that lives within the four walls of an organization. As consumers demand superior products (and are the first to voice quality issues), manufacturers must embrace not only enterprise-level, but supply chain-wide quality. Today, the technology exists—enterprise quality management software—to connect once disparate technologies, tools, devices and systems across plants, enterprises and supply chains. Now, manufacturers can break down data silos and obtain a holistic view of quality from their own facilities to their suppliers’ plant floors. As a result, companies can ensure greater product quality, protect their brand and keep the most fickle consumers satisfied and safe
|
Tech tips No longer is quality something that lives within the four walls of an organization. As consumers demand superior products, manufacturers must embrace not only enterprise-level, but supply chain-wide quality. Today, the technology exists—enterprise quality management software—to connect once disparate technologies, tools, devices and systems across plants, enterprises and supply chains. |
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






