Measurement
Skimming the Surface of Surface Finish
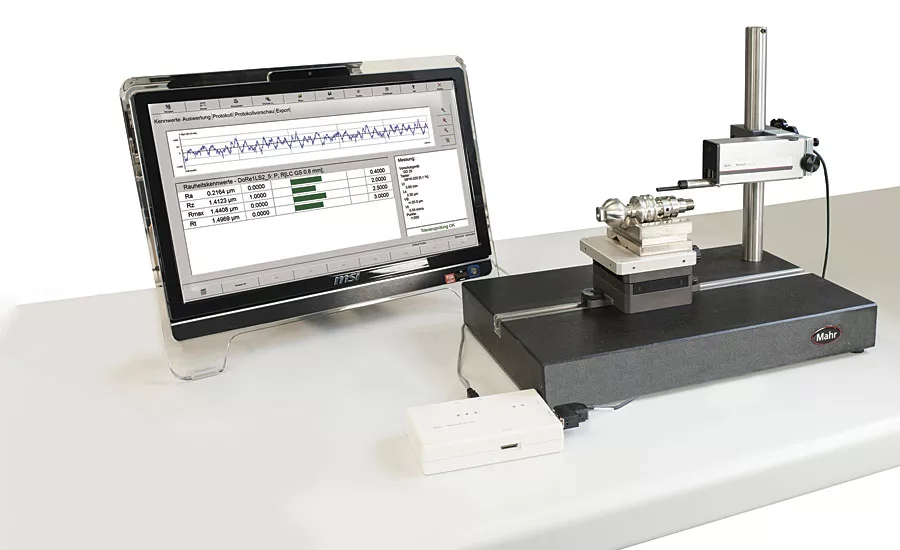
If you need more than a basic roughness parameter, you will need a skidless system. Entry level skidless units look very much like higher-end skidded instruments in that they include separate drive and evaluation units. The next step up is to PC-based systems, like the system pictured here, which add the ability to use PC-based software instead of a dedicated controller box. Source: Mahr Federal
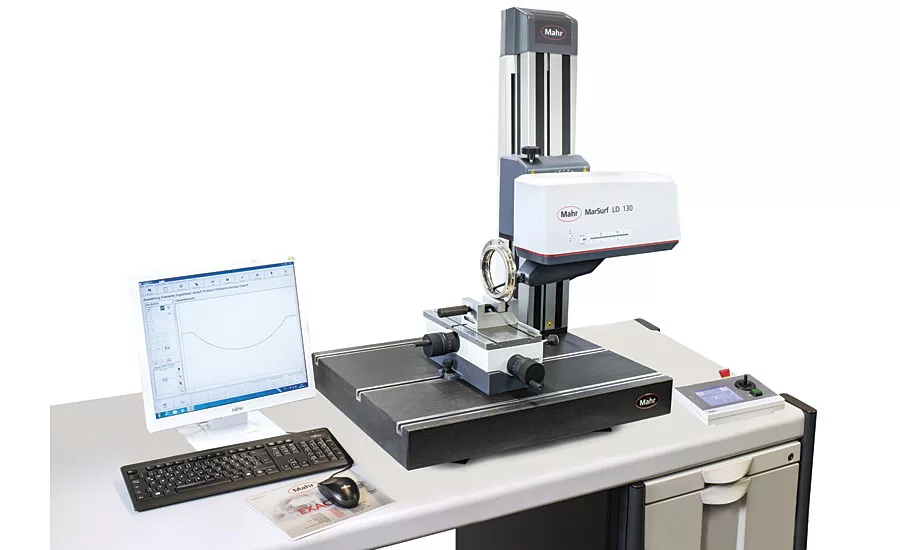
At the high end of skidless instruments, a motion controller is added to the PC-based system and allows you to control motorized measurement stands and drive the column up and down. Source: Mahr Federal

The next step up in roughness gages still offers portability, but provides increased capability by separating the skidded drive unit from the evaluation unit. Source: Mahr Federal

Handheld skidded roughness gages are by far the highest volume surface finish instruments sold. While early models could only measure a few roughness parameters and provided no data output or analysis, today’s instruments offer a range of useful features. Source: Mahr Federal
The problem with surface finish is that it gets deep very quickly. Many people talk about the “finish” or the “roughness” of a surface as if it were one unique thing. For most people, surface finish means the most common measure, which is average roughness, or Ra. But there are something like 50 to 60 different ways to measure short wavelength “roughness” characteristics. There are also longer wavelength “waviness” characteristics, “spacing” characteristics, and a whole bunch of “hybrid” characteristics, all measured by different parameters—over a hundred in all—with most defined by some international, national, or corporate standards.
Then there are the instruments used to measure these parameters. While Ra can be measured by a basic handheld gage costing around $2K, sophisticated high-end systems that can stage parts, automate measurement sequences, and measure every parameter known to man can run as much as $150 to $200K. Beyond these are CNC systems that move the part around to allow measurements at many locations, and these can go for anything up to $300 or $400K.
So the question is: how do you know what you need when there is such a vast range of possible options? In this article we’ll sort of skim the surface of surface finish, and take a look at the kinds of things people need to measure, the types of instruments available to do those measurements, and how to determine which instrument is right for your application.
TECH TIPS
|
ROUGHNESS VS. WAVINESS
The first consideration in selecting a surface finish instrument is the type of parameters you need to measure. Ra or other roughness parameters can usually be measured with a lower-cost skidded instrument. If you’re looking at some of the more exotic parameters, including waviness parameters, then you will need to use a non-skidded instrument. And that entails a considerable leap in cost and complexity.
In a skidded instrument, the sensitive diamond-tipped probe, or stylus, is supported by a skid that rests on the workpiece. Thus, it uses the workpiece itself as a reference surface. Non-skidded (skidless) instruments use an internal precision flat or datum bar to provide the reference for the probe. Because of the complexity of these mechanics, skidless instruments are usually bigger and heavier, which means they are less portable and more costly.
Handheld skidded roughness gages are by far the highest volume surface finish instruments sold. While early models could only measure a few roughness parameters and provided no data output or analysis, today’s instruments offer a range of useful features. The newest models measure some 30 parameters; provide onboard memory, SD cards and USB connectivity; have color touch screens; and can even display roughness profiles.
These portable devices are very handy and easy to use. Let’s say you are a job shop and you’re measuring parts for a customer. They want you to measure roughness on a sample out of each lot that you send them. Maybe your sample is 30 pieces. So you go out, measure your 30 pieces while the instrument stores the data, then come back to your desk and download the data right into a quality report that goes with the parts. No writing down a bunch of numbers and little chance for error.
The next step up in roughness gages still offers portability, but provides increased capability by separating the skidded drive unit from the evaluation unit. Costing up to around $7K, these instruments measure more parameters—up to 50 with some models— have more memory, larger displays, and even have built-in printers for profiles and measurement logs. Better models also evaluate things like bearing area curves, MOTIF parameters, and much more. Connectivity between drive and evaluation units is either wireless or via USB cable (cabled drive units are smaller and can typically be mounted in special fixtures), and of course today’s units provide data downloading and export capability, as you would expect.
Although it’s true that inexpensive portable devices are often not quite as accurate as higher end skidless instruments, there are circumstances where they are better. The case for this lies in the nature of the measuring loop. With larger skidless systems you have a probe touching the part; the probe is connected to a drive unit that moves it, and this in turn is mounted on a column. The column is sitting on a piece of granite, and there is a base of some type under the part so you can move it and adjust it. What the machine is supposed to measure is the movement of the probe, but what it really measures is the movement of the probe relative to the whole structure. So if there is vibration in the base, it will tend to show up as an error in the part. And the bigger the loop, the more potential errors you can have.
There is no smaller measuring loop than between the probe and the skid on a handheld skidded instrument. So in a shop floor environment where things are not ideal and where vibration may be present, small portable instruments often work very well. In fact, we’ve seen situations with a lot of vibration present where one of these small low-cost units actually outperforms expensive higher-end systems.
SKIDLESS MEASUREMENT
But accuracy can be an issue, and it is one of three criteria for stepping up to a skidless instrument. These are: 1) tight surface tolerances (typically below 8 µin or 0.2 microns); 2) difficulty accessing the surface to be measured; and 3) the need to do more sophisticated surface analysis, like waviness.
1) Accuracy: Skidless instruments generally provide increased accuracy and lower uncertainty. A basic rule of thumb for accuracy is that if you have an Ra spec of 6-8 µin or below, you should really think about going to a skidless instrument. It doesn’t mean that you have to, but you are approaching the lower limit of a skidded device. Above about 8 µin, you’re probably safe with a skidded instrument. The reason for this is that the skid follows the surface. This produces some mechanical filtering of the data. You don’t have that with a skidless instrument, so you get an inherently better data set to calculate your parameters.
2) Access: We recently quoted a valve seat application where the Ra spec was quite modest and seemed to fit the rule of thumb to allow for a skidded measurement, but the seat was a cone deep inside a hole. The seat was only a few mm wide, and you had to reach down into this little hole to get at it. The customer was unhappy that he had to use a more expensive skidless system, but a skidded instrument simply wouldn’t fit.
A skidless probe is just a diamond tip, so you can measure in much tighter spaces. With a skidded instrument you need to have room on the surface for the whole skid to traverse across the surface, plus be able to measure. So if you want to measure in a little groove or hole, you may need an additional 5 or more mm of space for the skid that has nothing to do with the surface needed for the measurement. We frequently get requests for roughness measurement in tiny little bores that you just can’t fit a skid into. Or on tiny little sealing faces on the top of something, where the face is only a couple mm wide all around. You cannot use a skidded instrument in places where you don’t have 5 mm of room for the skid.
3) Roughness, Waviness and Form: If you need more than a basic roughness parameter, you will need a skidless system. But before considering higher-end surface systems, it’s important to understand the role wavelength plays in the overall process of form and surface measurement. While there are differences between instruments that measure surface finish and those that measure form, both measuring processes are fundamentally the same. In both, a probe or stylus is moved along some linear or circular path to gather data; that data is filtered or sorted in some way; and certain mathematical operations are performed on it to ascertain the desired results. The only real difference is the frequency or wavelength—or “cutoff”—of the data set used in the measurement.
Within the limitations of a probe or stylus tip and the device used, any part trace includes an amalgam of a nearly infinite number of different frequencies present in the path being traced. These, in turn, reflect characteristics imposed by the manufacturing process. Traditionally, this data has been divided into three categories: roughness, waviness and form. Shorter wavelength data reflects surface roughness characteristics imposed by machining operations such as turning, grinding or polishing. Waviness involves longer wavelength data and reflects conditions imposed by instabilities in the machining process, such as imbalance in a grinding wheel or worn spindle bearings. Long wavelength form data tends to reflect errors such as lack of straightness in the guideways of a machine or misalignment of machine axes.
SKIDLESS INSTRUMENTS
Entry level skidless units look very much like higher-end skidded instruments in that they include separate drive and evaluation units. They also offer a degree of portability, with motorized probe height adjustment allowing large part surfaces to be measured in situ, so long as the drive unit is rigidly mounted and vibration can be eliminated, or at least minimized. Normal operation, however is to mount both parts and drive unit on a measuring stand. Most important, of course, is that these units can measure waviness parameters in addition to roughness.
The next step up is to PC-based systems, which add the ability to use PC-based software instead of a dedicated controller box. This gives you the ability to use tools like touch screen software, store profiles, and have custom parameters written for your applications. You can also put these instruments on a network and do SPC data collection.
At the high end of skidless instruments, a motion controller is added to the PC-based system and allows you to control motorized measurement stands and drive the column up and down. You can have CNC control of the surface finish unit so you can program it to stop and start at certain places while it measures. This gives you a lot more capability in how you set up and automate your measurements. Typically, these systems can be used with a whole host of drive units, all of different size and complexity.
LONG-RANGE INSTRUMENTS
A special class of instruments are those that offer not only high resolution, but long range as well. Typically, to get the high resolution needed for surface finish, surface instruments have a very short range. But if you have a big curved surface, a ball or a bearing race, anything that has a lot of curvature to it, you need high resolution to get the surface finish, but you also need a long range to follow the form of the surface. That’s what the highest end surface finish instruments do for you: they give you fine enough resolution for surface finish, along with a big range. You also get the benefit of being able to accurately measure the form of the surface with this type of solution. Typically, this class of instrument uses an interferometer to get that range with the high resolution, whereas lower end instruments use a relatively inexpensive LVDT type transducer. This drives up the cost of these instruments, but if you need to measure the surface finish on a curved surface, it is really the best choice.
3D OPTICAL MEASUREMENTS
Optical measurement of surface finish is slowly becoming more prevalent. Overall, contact methods with a diamond stylus, especially handheld skidded devices, are still far more widely used, but this changes a little every year. One thing preventing faster adoption of optical methods is the cost, which typically starts around $60K and can go upwards of $200K. With many optical systems you have the advantage that the measurement of the surface is truly 3-D instead of the 2-D profile you see with a diamond stylus based instrument. For some specialized surfaces, seeing this 3-D topography is critical to determining if the functional requirements of the surface have been fulfilled. In those cases, an optical measurement may be the best way to measure the surface. While it is possible to take many parallel traces with a diamond stylus and build the same type of 3-D topography, the process is often too time consuming to tolerate in a production environment. With many production processes such as turning or grinding, the surface is similar all the way around the part so a 2-D measurement is absolutely fine, but some surfaces have non-uniform characteristics on purpose and a 3-D measurement is preferred in order to assess this. In other cases, the surface is so delicate that the risk of damaging it by a contact measurement with a stylus is relatively high, so using an optical system is the best option. Q
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




