8 Reasons Controlling Color Quality is Hard
Do you ever get frustrated with the trial and error, rework and wasted materials that result when color doesn’t meet expectations?

As technology improves, so do tolerancing methods. Source: X-Rite Pantone
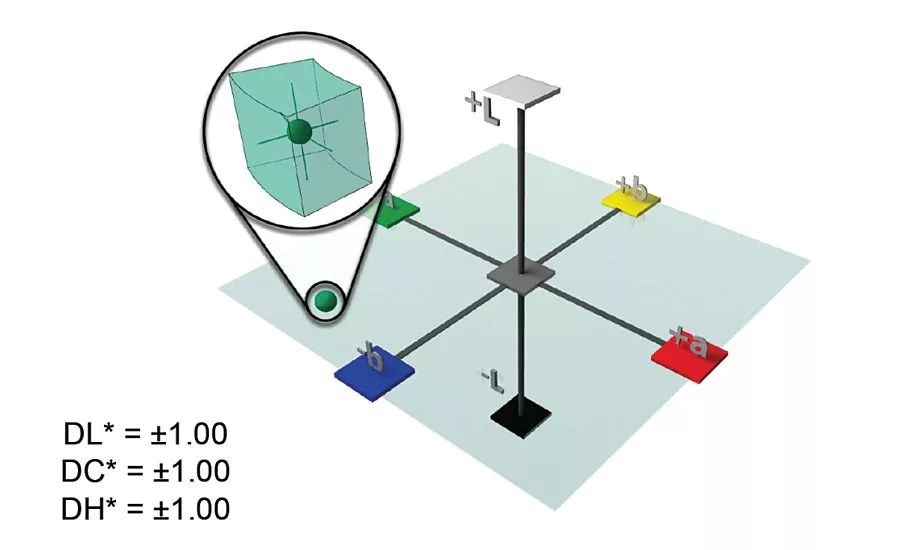
If your customer tells you he or she wants you to match his color standard within a tolerance of DL*1, DC*1 and DH*1, you can produce the color with confidence. Source: X-Rite Pantone

The benefit of a calibrated light booth is that it offers consistent lighting conditions under which to evaluate color. Source: X-Rite Pantone
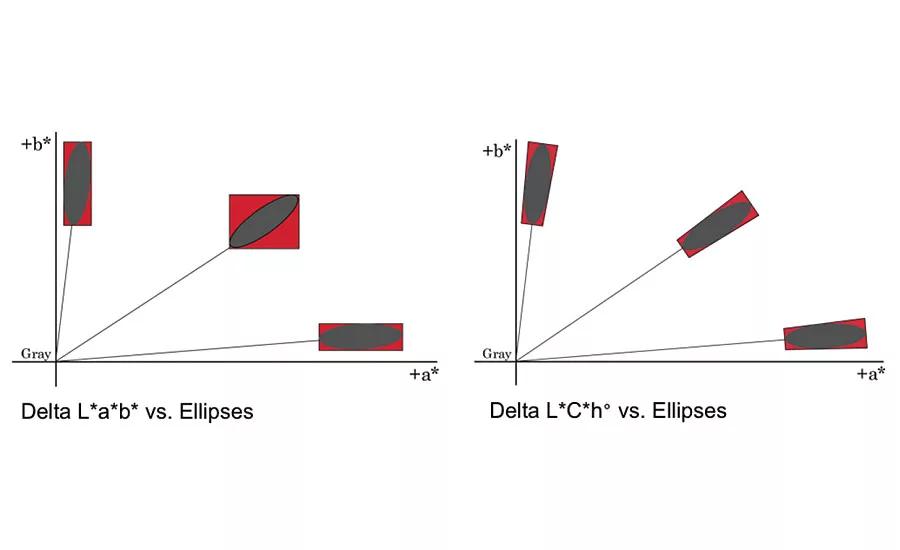
Here both methods of color specification are illustrated. The first method is L*a*b* and the second L*C*H*. Source: X-Rite Pantone

Once you’ve invested in a color management system that includes a color measurement device, software and a light booth, you need to make sure they are all set up the same way. Source: X-Rite Pantone
Inaccurate color keeps discount stores in business and slows down production lines. Two pieces of a car’s dashboard that don’t match. The computer accessory whose color doesn’t align with the laptop line. The toy parts that don’t look right at final assembly. Or a packaging container that seems slightly off from the rest of those on the shelf?
These are just a few examples. While quality control issues might be good for discounters—who can buy these faulty products at a fraction of the cost—they are bad for brands and manufacturers, who don’t need the lost sales, extra costs and delays. From color specification through manufacturing to final quality control, color must stay true. And if it does stray, you must catch the issue early so adjustments can be made before it is too late.
Although color evaluation can be subjective and emotional, today’s color measurement systems can help by removing any subjectivity from the process. Color management solutions provide data-based analysis, so everyone across that workflow from designers and specifiers to suppliers and manufacturers are speaking the same color language. By staying current with developments in tools, techniques and technologies for communicating, measuring and monitoring color, manufacturers and their parts suppliers can achieve color consistency across sites and throughout their workflows. What manufacturers really want is for the work to just flow!
Take a look at the eight most common reasons color control programs fail. Then use these ideas and facts to evaluate your own color processes and systems. By reducing color errors at each step of the process you can streamline your workflow, reduce headaches, save time and keep customers happy.
1. Color must be quantified.
How else can you communicate it? You can’t just say to a supplier that a specific part has to be bright blue, or have a touch more red. These are subjective color descriptions that create confusion. This approach is asking for trouble— including hours of trial and error to get just that touch more red into the formulation! But if your customer tells you he or she wants you to match his color standard within a tolerance of DL*1, DC*1 and DH*1, you can produce the color with confidence! Capturing color data using high quality, reliable color measurement instruments is a must here.
2. You can’t rely on a spectrophotometer alone.
A color measurement instrument is a critical element of any color program, but it’s just that—an element and only the first step in establishing color control. A calibrated spectrophotometer captures the color data, but you need quality control software that you can use to analyze, track and communicate that color. You also need a calibrated light booth for quality control. When used together, these three tools address both visual and instrumental evaluation and approval.
3. Viewing samples outside under ‘daylight’ does not comply with standard D65 lighting!
It may seem like you’re saving money by not investing in a light booth, but it will actually cost you more in the long run. Natural daylight is dynamic. If you are bringing samples outside to view in daylight conditions, what happens if it’s cloudy? Or if you evaluate color at 10 a.m. and then at 4 p.m.? Each time the color will look different.
The benefit of a calibrated light booth is that it offers consistent lighting conditions under which to evaluate color. It also comes with light sources that comply with CIE standard illuminant values, which are used for calculating colorimetrics in quality control software. Controlled, standards-compliant lighting lets you make confident decisions, quickly and easily evaluating whether color is right.
4. Don’t trust your eyes.
Our eyes are marvelous organs, but they do have limitations, not the least of which is that everyone sees color differently. Leading plastics companies test color vision for all employees who are involved with color using the industry standard Farnsworth Munsell 100 Hue Test. In this way, they can ensure that a laboratory technician or quality control person isn’t making color judgment calls using sub-par color vision.
5. Are you using the right Delta E tolerancing model?
Did you know that there are many types of Delta E tolerancing models, and several of them are obsolete? Some companies are still utilizing the older tolerancing models without even realizing it. Spherical tolerancing, such as the original Hunter Delta E, CIE DeltaE*, and others are static and don’t work visually in some areas of color space. For example, did you know it’s harder for humans to detect differences in darker colors than lighter colors? Although you can pinpoint a color and give it a name, these older models don’t address the dynamic nature of color space.
In the past 50 years there has been much study of and research into the measurement of color and the ability to control shade so that both seller and buyer agree when quality is acceptable. As technology improves, so do tolerancing methods. The newer elliptical methods are the best performers so far, with DEcmc, DE94, and DE2000 leading the pack in visual accuracy. Of course, change is difficult (and expensive). If you are using an outdated spherical tolerance model and are having high rates of customer rejects, it might be time to talk to a color management expert about updating your tolerance model.
6. Different people speak different color languages. Some colorists speak Munsell’s language of L*C*h while others speak the L*a*b dialect of industrial science.
Both are methods for calculating color. One is not necessarily better than the other, you just need to understand which language everyone is using. L*C*h° focuses on lightness, chroma and hue, but that information may not have the same meaning to a scientist in a lab tinting and shading a batch of product. This is where color management software can help by doing the L*C*h° to L*a*b* conversion for you.
Here both methods of color specification are illustrated. The first method is L*a*b* and the second L*C*H*. Remember that the area outside of the perception ellipse is still recorded as “good” by the software. This is a color that would pass inspection instrumentally, yet be visually poor to a trained eye. Making sure there is alignment in the color management process between designers and engineering is a critical step in the process. If you were at the beginning of a color control QA program and could build your data either way, which method
would you choose?
7. All tools must be set to the same conditions.
Once you’ve invested in a color management system that includes a color measurement device, software and a light booth, you need to make sure they are all set up the same way. For example, if your spectrophotometer and software combination is set to calculate in CIE DeltaE* and your customer is set to calculate using DE2000… or if your software is set to D65, but your light booth is set to F2 (CWF), you can’t make good color decisions. When creating and controlling color, you have to compare apples to apples. Creating standard operating procedures that clearly define what conditions to use when measuring samples and sharing them across production lines, facilities and suppliers will help ensure everyone is following the same process for measuring color accuracy.
8. You don’t know what you don’t know.
It’s true. You may think you’re doing everything right, but if you (or worse, your customers) are rejecting a lot of products, then there’s more you should know. Training and education on color science and processes can help. Industry associations, companies and others deliver a variety of educational opportunities from national seminars to convenient online courses and custom training designed to meet your specific needs. As with any field, it’s important to stay up to date on the latest trends, best practices and technology.
By taking these eight pitfalls into consideration, you can ensure you have a top notch color management program, taking time, color errors and frustration out of the quality control process!
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





