The Drive for Continuous Improvement
Meet PACCAR Engine Company, our 2017 Quality Plant of the Year.

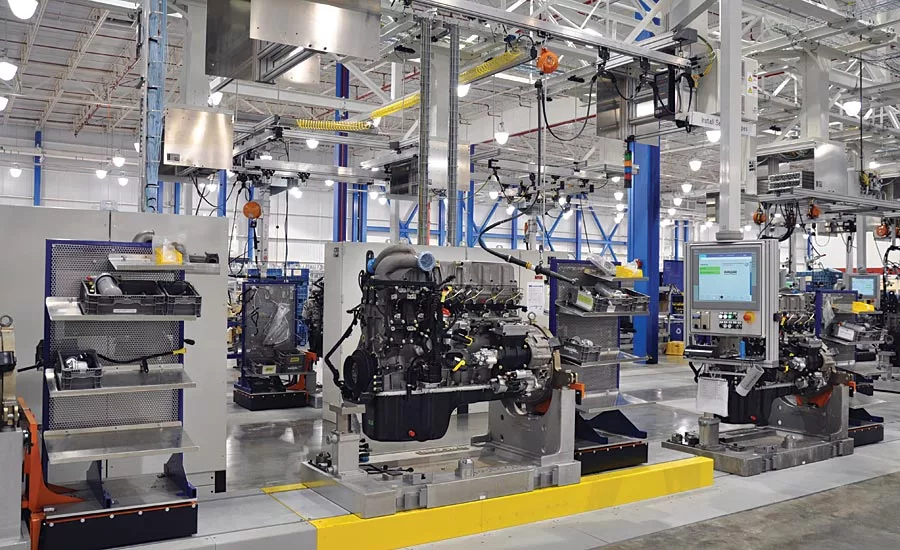
PACCAR Engine Company has continued to expand since its launch in 2010. Source: PACCAR

PACCAR favors applicants with an aptitude for manufacturing, although many have come from other industries. Source: PACCAR

Today the PACCAR Engine Company makes 11 different engine configurations. Source: PACCAR
If you aren’t excited about manufacturing today, you might need to visit Mississippi. There you’ll find the PACCAR Engine Company (PEC) plant, where process improvement has been a constant since its launch in June 2010.
The plant produces about 140 heavy-duty truck engines a day, nearly six times its initial output. And in 2015 alone, 146 employee improvement suggestions resulted in a total annual savings of almost $12 million.
In other words, the plant is doing well. The energy is infectious. Many of the 500 employees say it is a fun place to work, and they love the challenge of creating solutions.
With its ever-improving processes, dedicated employees and high-quality products, PACCAR Engine Company has earned its place as our 2017 Quality Plant of the Year.
Manufacturing Visit
Designed to build up to 300 engines a day, the plant first began producing the MX-13, named for the approximately 13 liters of displacement in its engine block. PEC added production of the MX-11 last year.
With ongoing regulatory changes in emissions and more on the horizon, the company has changed both its processes and products that now include a variety of configurations of each engine type. As a result, an MX-13 produced 10 years from now will differ considerably from an MX-13 produced today, according to Plant Manager Lance Walters. Process adaptations are a monthly occurrence, whether driven by regulatory changes or an upgrade in component suppliers.
Finished engines are delivered to one of three PACCAR truck plants: Peterbilt plant in Denton, TX; Kenworth plant in Chillicothe, OH; or to the Kenworth plant in Renton, WA. Some engine blocks and cylinder heads are also sent to Europe for use in MX-11 engines produced by DAF, a PACCAR subsidiary.
Several PEC plant employees came from the Chillicothe Kenworth plant, which won Quality’s Plant of the Year award in 2006.
Walters has been with PACCAR for 24 years. He was previously an assistant plant manager in Chillicothe and also worked in the Denton plant as well as in the UK and the Netherlands. Most engineers at the PACCAR engine plant have been to the European location or have plans to go in the future.
About one in 10 trucks on the road in North America have an engine produced by the Mississippi plant, so Walters often reminds plant associates that they are likely to see one of their products on the road every day, and that their product is someone’s livelihood. Walters says he’s also pleased to see the pride the work force takes in high-tech manufacturing, as well as the plant’s role is raising local employment rates.
Walking the Floor
The commitment to quality is evident on a plant tour. For example, QMR codes on the engines—“We live by these things,” says Quality Manager Robert LaFrance—ensure traceability as just one step of the quality process.
Operators perform self-checks and check the work of others. At first, the plant floor appears to be staffed with more robots than people, but later stages of the manufacturing process are more hands-on. Operators follow visual work instructions on screens to check that the work has been done correctly.
Engines go through a series of functional tests, with simulated hill conditions and other variable road conditions. After the assembly is validated, the engine heads to the paint department, and then it is on to shipping. To ensure that the engine shipped meets PACCAR quality standards, the company benchmarks with suppliers and competitors.
“Benchmarking is huge for us,” says LaFrance, who says his team has made visits to Toyota and Nissan automotive production facilities, among others. “It’s the only way you grow and pick up new ideas.”
The plant also has an eight-room bed-and-breakfast facility on site for visiting PACCAR counterparts, along with an auditorium and training facilities for new hires. PEC favors applicants with an aptitude for manufacturing, although many have come from other industries.
PACCAR Pride
Filling out the Plant of the Year application was an eye-opening experience for team coordinator Vanesa Allard. As she catalogued all of the plant’s recent accomplishments, she began to notice the many improvements and told her team they should be proud. The plant had grown exponentially from its initial startup team of 12 people in 2008, to now having more than 500 people in the 435,000 square-feet of production facilities. Also a source of pride, she says, is the ability to produce a range of engine configurations.
Allard came to Columbus three years ago for the opportunity to learn new technology at a new plant, starting in assembly and then moving to the quality department as the team coordinator. She loves being an engineer—using root cause analysis to eliminate defects can be a satisfying accomplishment—and enjoys the chance to create solutions.
PACCAR embraces Six Sigma culture, and Allard says the team has grown a lot in the time she’s been there.
And much like the tale of stoneworkers saying they were building a cathedral instead of just carving stone, Allard reports that PEC employees are trained to focus on the fact that they are building truck engines rather than just tightening bolts. As a result, instead of just thinking about vague ideas of quality, employees think about how to maximize truck performance and profitability for the end-user.
“They understand how their small portion is part of the big picture,” Allard says.
Solving Problems with Software
When Ray Purnell arrived at PACCAR, the plant made two types of engines. Today they make 11 configurations, with a range of designs, model years, and emissions treatment systems.
As the product mix grew, the software needed to grow as well. With the previous system, a mistake from someone at the DAF facility in the Netherlands could cause the line to go down in Columbus. Purnell, team coordinator for assembly machining, says a new Process Editor Tool—fully implemented just the day before my visit—is a homegrown solution designed to solve problems that could crop up with such a mix of customized products. It came about because PEC management gives engineers the license to solve problems, he says, provided they can justify the investment.
This problem-solving spirit makes for a good working environment—as Purnell describes it, “We get to have fun here.” He says that allowing the engineering and quality groups to have control builds internal knowledge, which allows them to create solutions without reliance on supplier partners.
This do-it-yourself spirit makes sense when considering the plant’s location. The plant is near the highway but not much else.
But with in-house expertise, it doesn’t matter. Developing internal solutions can be a competitive advantage no matter where you’re located. As Purnell says, this kind of inside knowledge can help a company stay competitive and become an industry leader.
And PACCAR has done just that.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





