Clutch Friction Material Screening: Saving Time and Money
Benchtop-based mechanical testing offers an excellent method of assessing a large number of materials rapidly.

Figure 1. Full-scale clutch tests are conducted on test systems, such as the SAE #2 Friction Test Rig.
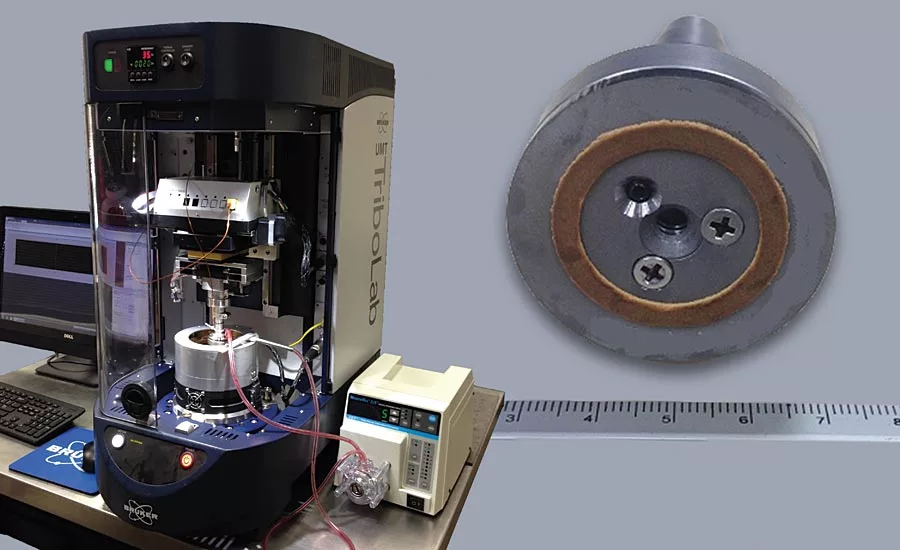
Figure 2. The UMT TriboLab benchtop tribotest system used in the simulation of clutch material testing, and detail of sub-scale clutch material sample (ruler in cm).
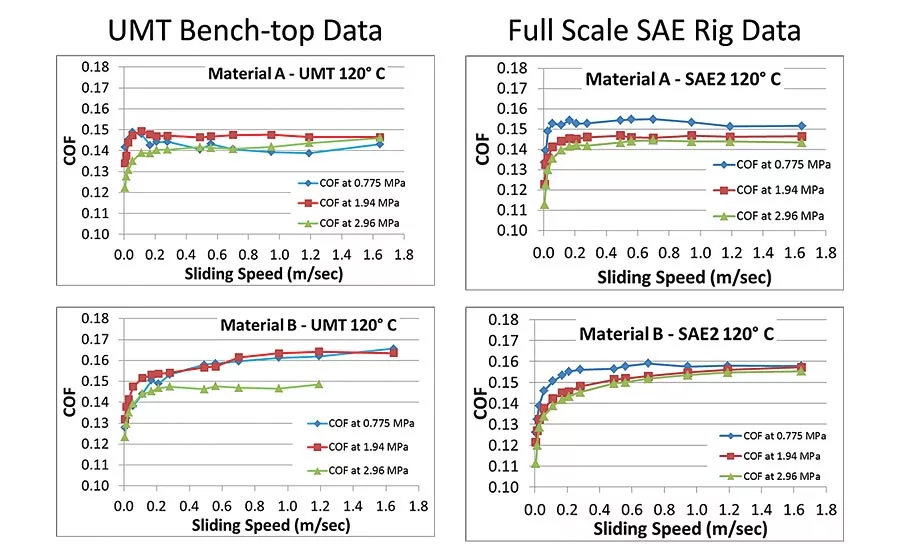
Figure 3. Comparison of sub-scale clutch material tests and full-scale clutch tests. (Data from SAE 2 test courtesy of LuK USA, LLC.)
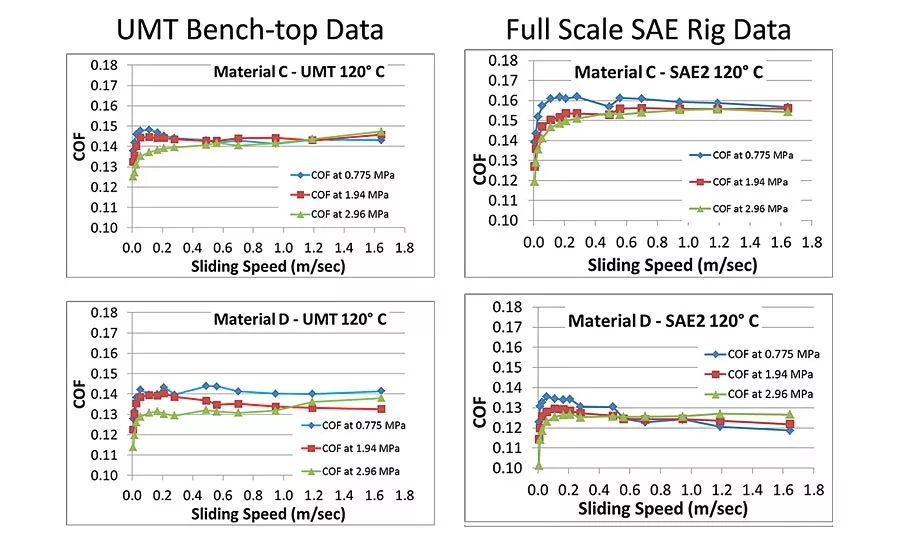
Figure 3. Comparison of sub-scale clutch material tests and full-scale clutch tests. (Data from SAE 2 test courtesy of LuK USA, LLC.)
The frictional behavior of wet clutches for applications such as automatic transmissions have a controlling influence over the function of the entire system during operation. This encompasses everything from fuel economy to harshness, vibration, noise and comfort. The wear characteristics, including velocity dependence of the coefficient of friction (COF) and also the friction curve of the clutch material used, determine the functional lifetime of the clutch. There are now increasing demands for higher torque capacity at reduced sizes. These can only be met by development of new friction materials and lubricants, with the consequent need for intensive, rapid and cost effective testing [1,2]. The development of new materials is costly and time consuming; and the need is currently for standardized short time test procedures that can be recognized by both suppliers and OEMs.
Changing the Test Environment
Full-scale clutch tests, such as the JASO M348 carried out on the SAE No. 2 Friction Test Machine (Figure 1), are usually used to acquire friction data, but these tests have the disadvantage in being expensive, inflexible, time consuming and linked to one special test rig. SAE tests mix up friction and endurance/durability as they are run to failure and so are not ideal for specific friction data. To evaluate each new friction material recipe or process change it is necessary to fabricate and assemble full-scale clutch components for each test scenario. It has been recognized by developers that in order to make significant savings of development time and cost a simple benchtop screening test could be used to rank friction materials in the laboratory prior to full-scale clutch tests. The paradigm of benchtop testing is simple and effective [3,4]. The researcher is aware that modelling to a great extent makes use of friction data and that many parameters affect friction behavior including:
- Materials
- Porosity
- Cure parameters
- Counterface material
- Roughness
As this represents a huge amount of screening/testing, it is much more economical to make a small batch (single sheets) of new clutch materials for benchtop testing (Figure 2). This allows a fast and easy down-selection process for full-scale SAE #2 tests and in-service vehicle tests as the next stage of material selection. This does not equate to the replacement of full-scale component level testing but just makes the selection process more efficient and allows a better use of time and material [5]. An example is the harshness, vibration, and noise (HVN) response. HVN is strongly tied to the sliding velocity dependence of the COF. The COF needs to show a steady or slightly increasing value as the sliding velocity increases over a wide range of contact pressures. As friction is a system property and not a material property the convenience of using analytical models in design work must also be validated by full scale tests [4,5]. A study [3] conducted at FZG, the Mechanical Engineering, Gear Research Center in Munich, on friction screening concluded, “The friction behavior of wet clutches cannot be predicted and requires intense testing especially when new friction materials and lubricants are to be developed.”
Developing Benchtop Test Conditions
While the need is established for benchtop testing, the important parameters for turning a tribosystem that includes the clutch friction material, the reaction steel plate, and the transmission fluid lubricant into a scaled-down tribotest suitable for a mechanical tester in the laboratory [6] need to be determined for each test. Considerations include:
- Material test samples
- Contact geometry or how the materials contact one another
- Loading (the contact pressure applied for each component during the test)
- Motion (sliding speed or linear velocity)
- Environment (lubrication and temperature)
The key to a valid tribotest is that the critical full-scale tribosystem parameters are appropriately simulated by using a mechanical tester with a suitable rotary table and heater chamber. The full-scale test protocol, which consists of more than 275 separate conditions of speed, contact pressure, and temperature, cannot be replicated at the bench. The intention is to provide a simplified subset of test sequences on the benchtop tester from which materials can be ranked for later full development [7].
Advances in Testing and Modelling
Many studies have examined the best methodology for the preparation of test rigs to simulate and support full-scale testing. The usual clutch material model historically involved a “pin-on-disc” setup along with attendant comparison studies, followed by a study of the specific properties of oils and paper used in the model clutch setup. With the advances in test rig technology and design, it has become possible to more closely mimic the real system conditions both from a geometry perspective as well as a test methodology. It is possible to properly simulate clutch behavior in a benchtop test; however, care must be taken to distinguish between full film torque and boundary lubrication torque of clutch behavior. Sophisticated test rigs now allow script generation as well as mechanical components to more closely follow both historical methodologies such as JASO M348 as well as dyno systems and real life conditions.
Conclusion
The development of new friction materials for clutch systems and the lubricants/additives they need to operate at optimum efficiency requires easy-to-use, flexible, fast, and cost-effective test procedures. Benchtop-based mechanical testing offers an excellent method of assessing a large number of materials rapidly to provide a short list of suitable materials for more in-depth friction and durability testing, and there can be excellent agreement with SAE testing.
References
P. Marklund and R. Larsson, “Wet clutch friction characteristics obtained from simplified pin on disc test,” Tribology International 41(9-10), (September–October 2008), pp. 824–30.
W. Ost, P. De Baets, and J. Degrieck, “The tribological behaviour of paper friction plates for wet clutch application investigated on SAE#II and pin-on-disk test rigs,” Wear 249 (2001) pp. 361–71.
R. Acuner, H. Pflaum, and K. Stahl, “Friction Screening Test for Wet Multiple Disc Clutches With Paper Type Friction Material,” 2014 STLE Annual Meeting, (May 18-22, 2014), Lake Buena Vista, Florida.
S. Shaffer and S. Papanicolaou, “Clutch Friction Material Screening Using Universal Mechanical Testers” Bruker Application Note #1009 (2015).
A. Senatore, V. D’Agostino, R. Di Giuda, and V. Petrone, “Experimental Investigation and Neural Network Prediction of Brakes and Clutch Friction Material Behaviour Considering the Sliding Acceleration Influence,” Tribology International 44(10), (2011), pp. 1199-207.
W. Ost, P. De Baets, and J. Degrieck, “The Tribological Behaviour of Paper Friction Plates for Wet Clutch Application Investigated on SAE#II and Pin-on-Disk Test Rigs,” Wear 249(5-6), (2001), pp.361-71.
W. Scott and P. Suntiwattana, “Effect of Oil Additives on the Performance of a Wet Friction Clutch Material,” Wear 181-183(pt. 2), (1995), pp. 8850-55.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



