From Paper and Pencil to Industry 4.0: Revealing the Value of Data through Quality Intelligence
For manufacturers to realize the full power of quality and the data behind it, they must embrace the technology available.

Centralizing the data from all components of a smart factory in a quality intelligence solution powered by statistical process control simplifies access to and analysis of data. Source: InfinityQS
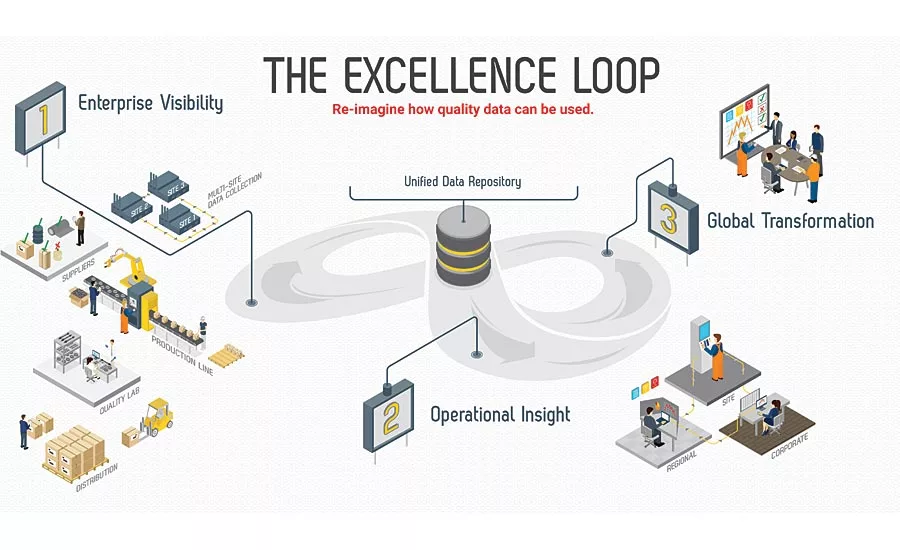
Quality teams and executives can have real-time visibility of the entire enterprise, from end to end.

By leveraging automated data collection and exchange through cloud computing and cyber-physical systems, manufacturers can achieve an even greater financial impact. Source: InfinityQS
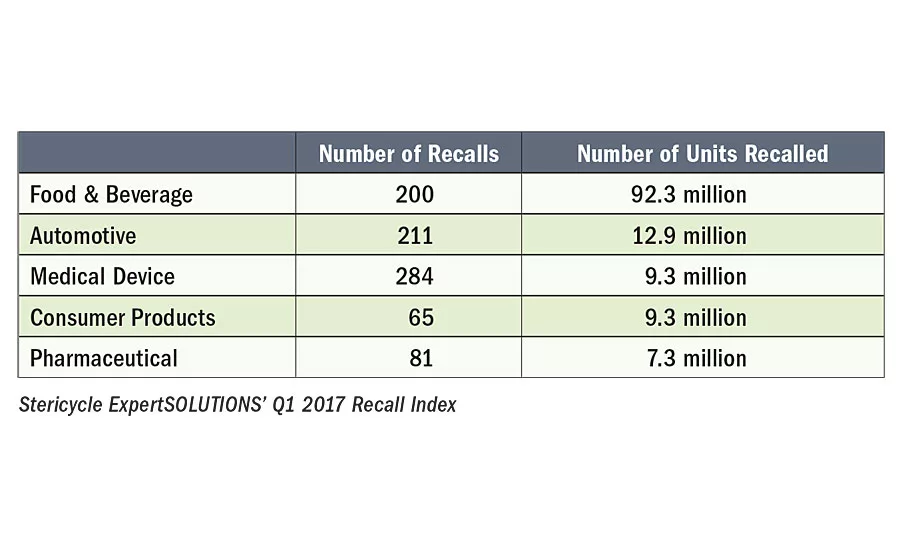
Stericycle ExpertSOLUTIONS’ Q1 2017 Recall Index.
Most quality departments are still doing things the old fashioned way: measure, collect, compare, respond, fix, and repeat. This reactive, legacy approach is, of course, vital for any successful company, but in this data-driven age of smart manufacturing and Industry 4.0, it’s not enough. Fortunately there is hope, as forward-leaning manufacturers have begun to re-imagine the role of quality. According to a joint report by ASQ and APQC, “a growing 36% of organizations consider quality a strategic asset and competitive differentiator.”
Holly Lyke-Ho-Gland, a process and performance principal research lead with APQC, noted in an IndustryWeek article that “mature organizations’ quality systems tend to focus on proactively creating value rather than simply being relegated to compliance or improvement activities. By doing so, the quality function becomes a strategic partner and can quantify the financial value of its efforts.”
It’s important to note that the study from ASQ and APQC also highlighted the direct correlation between the use of quality for profitability and the significant positive impact on financial gains. Conversely, when the function of quality and its related systems are used simply as tools for proactive continuous improvement efforts or compliance (as with one third of the respondents), the financial impact is not as significant.
Taking the First Steps to Industry 4.0
For manufacturers to realize the full power of quality and the data behind it, they must embrace the technology available to them, including automated data collection, cloud computing, and the industrial internet of things (IIoT)—in short, Industry 4.0. However, when starting a digital transformation from a clipboard and pencil, the endeavor can seem overwhelming, regardless of the potential results.
Manufacturers should start with automating or semi-automating their quality data collection. This will create opportunities for improvement well beyond increasing the efficiency of quality oversight. For instance, one global bicycle manufacturer was able to save time, resources, and money by converting from a paper-based system to automated data collection. Its quality assurance process became much more efficient and the quality department now saves over $19,000 a year in paper costs alone.
To enjoy all the benefits that Industry 4.0 promises, manufacturers must make sure the data don’t get stored and ignored in local, siloed databases after collection. Instead, they should centralize and standardize data in a single, secure, and reliable cloud environment, which will give them a big-picture view across all plants. Since cloud applications are accessible via a browser and there’s no need to “rip and replace” existing hardware at individual locations, expenses remain manageable and effort levels for IT resources low. One worldwide food and beverage leader was able to deploy cloud-based quality intelligence software to over 100 plants in less than two years!
Understanding the Value of Quality Data
Once data are unified in the centralized repository of the quality intelligence solution, it’s possible for all stakeholders to visualize more than a single aspect of operations. Now, quality teams and executives have real-time visibility of the entire enterprise, from end to end—including suppliers, incoming inspection, ingredients, in-process checks from shop floor operators and the quality lab, process data, packaging, and finished products.
This visibility offers operational insights that help management identify opportunities to increase output, decrease costs, and improve overall quality throughout the company. While quality teams can make an impact on their individual facilities through adjustments on the plant floor, these contributions only amount to incremental cost savings. But the same adjustment made across operations with dozens, or hundreds, of plants equates to game-changing global transformations.
A leading North American consumer packaged food and beverage company implemented quality intelligence software with a centralized database to collect, analyze, and monitor data in real time for three of its plants. The company was able to react to variances and out-of-spec issues as they arose and quickly make adjustments to prevent scrap, reduce “giveaway,” and maintain a consistent taste profile. Due to waste reduction, this one initiative resulted in a $2.1 million annual, sustainable improvement in savings. The annual improvement in savings eclipses $10 million annually when extended to its more than a dozen plants.
Expanding Data Collection in Smart Manufacturing
In Industry 4.0, smart factories expand data collection beyond quality initiatives by connecting a menagerie of IIoT and advanced digital and manufacturing tools and systems, such as smart devices embedded with sensors, robotics, process control systems, self-operating vehicles, and more via Wi-Fi networks and the internet. Then, by leveraging automated data collection and exchange through cloud computing and cyber-physical systems, manufacturers can achieve an even greater financial impact.
According to Sprinting to Value in Industry 4.0, a report by the Boston Consulting Group, “The value created by Industry 4.0 vastly exceeds the low-single-digit cost savings that many manufacturers pursue today. The new technologies promise to revolutionize manufacturing, thereby shifting the competitive balance among countries and transforming the industrial workforce.”
Centralizing the data from all components of a smart factory in a quality intelligence solution powered by statistical process control (SPC) simplifies access to and analysis of data from across operations, plants, lines, and products. Quality managers can then work proactively to find ways to adjust processes and prevent quality issues—and ultimately recalls—with operational insights from the centralized data.
Using Visibility to Mitigate Recalls
In the first quarter of 2017, Stericycle ExpertSOLUTIONS reported nearly 850 recalls across five key industries (see table). A manufacturer’s bottom line is greatly affected by recalls with lost sales, costs to retrieve and destroy/fix the affected products, and legal actions, amounting to hundreds of millions of dollars in losses for companies. When a Swiss healthcare company had to temporarily pull two over-the-counter drugs off the market due to broken and mislabeled pills, the recall amounted to a $120 million loss for the company, even though there were no injuries involved.
What’s more, recalls also tarnish brand reputation, making it difficult to restore consumer confidence in the product and organization, which impacts future sales. However, if quality teams can use consolidated quality data to identify problems before a product leaves the manufacturing facility, these financial and brand hardships can be avoided. Further, catching the quality issues in process reduces the amount of waste generated from out-of-spec products and improves cost savings for the company.
But, what happens when the quality issue is beyond the manufacturer’s control? Consider the biggest and most complicated recall in automotive history—Takata airbags. While the automotive manufacturers undoubtedly have strict quality control measures in place for their suppliers, the faulty inflators could not be detected until the vehicles were on the roads and the airbags didn’t inflate properly, directly (and sometimes fatally) affecting consumers.
In this case, aggregated data from across the value chain could help manufacturers to quickly identify only the products that include the faulty Takata airbags. This streamlines the recall process and mitigates the cost of a complete recall of all automobiles sold during the years that the manufacturers used the affected airbags.
After Takata’s bankruptcy filing at the end of June, Scott Upham, president of Valient Market Research, commented in a Bloomberg Businessweek article that “automakers and suppliers globally face an estimated $5 billion in future costs tied to the recalls.” This is above and beyond the original costs of the recall—an expense that manufacturing executives must consider in budgeting and financial planning for the future.
Luckily, if these manufacturers are using quality for profitability, insights from quality intelligence dashboards will show that waste reduction and improved quality across operations will generate more than enough cost savings to cover these unexpected expenses and still add to the bottom line.
If manufacturers take an iterative and agile approach to adopt Industry 4.0 components at a pace that is better aligned with their financial and human resource capabilities, it’s possible to enact global transformations and compete in the marketplace.
Industry 4.0 enables quality professionals, C-level executives, VPs, and plant managers to attain enterprise visibility, better understand and optimize operations, easily determine the next step in the overall digital transformation, and make better, data-based decisions beyond the factory floor.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






