High-Precision CMM and Form Measurement Functions
For a long time, these capabilities could not be effectively combined for several reasons.
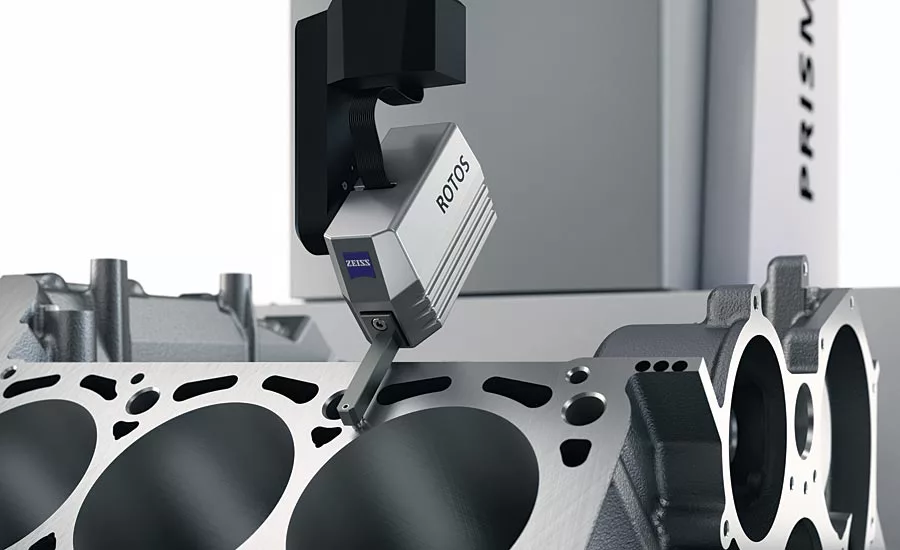
Roughness and waviness inspected on a CMM. Source: ZEISS

Softer materials are measured optically on the CMM using various forms of light. Source: ZEISS
It is generally agreed that engineering is about tradeoffs, and that has always been particularly true in regard to measurement machines. There are several types of measurement, and higher performance in one area generally meant less capability, or none, in other areas. And because higher performance typically costs more, choosing metrology equipment entailed tough decisions about where to put your resources. That is no longer true in one key area of metrology, as there are now systems that can combine previously incompatible functions into a single flexible system.
Some of those combined systems still require multiple software packages, but at the highest level of integration, both the machines and the software that manages measurements can be combined into single systems. And while a system may be able to handle touch, optical, and form measurement, the range of sensors it can support—including today’s newer types of sensing like red and blue laser scanning and others that may be introduced in the future—is also critical to its range of capabilities. And, as in many areas, the fewer vendors involved in providing components, the better.
Three Different Processes
Three of the primary approaches to metrology are touch measurement of hard materials with a coordinate measurement machine (CMM); optical measurement of softer materials, also with a CMM; and high-precision form measurement. For a long time, these capabilities could not be effectively combined for several reasons.
Hard materials can easily stand up to touch measurement with diamond- or ruby-tipped styli that can be pressed against the material being measured to ensure accurate measurement.
Soft materials could be distorted or damaged by a firm touch, thereby lowering yield or providing inaccurate measurements. To avoid distortion, these materials are measured optically using various forms of light.
Form measurement looks at factors like straightness, roundness, cylindricity, contour, and surface roughness in high-precision parts with very tight tolerances. It is often used with complex geometries and small parts and requires different software from that used with traditional CMMs.
The first two—touch measurement of hard materials and optical measurement of softer materials—could be done on a single machine if a moderate level of precision was acceptable, but not if maximum precision was required. Form measurement, however, required completely different hardware and software. As a result, factories and labs had to make room for two or three machines to handle the full range of measurement tasks. That is no longer true. Today, all three can be handled with a high level of precision on a single machine using a single software package. Multi-function software is critical, simplifying training and allowing data from multiple types of measurement operations to be integrated and shared.
Why Consider Multi-Functionality?
A single, multi-function measurement machine has several advantages. While it may cost more than any single-function machine it costs less than multiple pieces of equipment. It takes up less space, uses a single software package, and takes less training to operate than multiple machines would. There are many industries that need all three functions, and today’s manufacturing entails a higher level of precision than ever before. This is particularly true in areas where performance is critical and where failures can be costly or dangerous. Examples include automotive, aerospace, orthopedic devices, and a variety of industrial manufacturers, for which a single out-of-spec part can cause catastrophic failure of entire systems.
Evaluating Capabilities
Some operations don’t need this level of multi-functionality or precision, but for those that do, the following is a list of features to look for.
- Choice of machine sizes. Are there enough different sizes to meet your needs? In particular, is there one large enough to meet the maximum size you are likely to require?
- Consider the range of sensors you are likely to use across all applications and measurement processes. Will the machine support line scan, touch, optical noncontact, surface finish sensors and more?
- Aside from size limitations, consider weight capacity. This is particularly important if you are measuring large, dense objects.
- Check availability of specific newer sensor technologies such as noncontact red laser optical scanning and blue laser scanning for reflective surfaces that won’t work with red laser.
- Check scanning speed. If it varies with the required level of precision, make sure you are evaluating speed at the precision level you require. Faster is better!
- Check the range and maximum size of the rotary table for maximum flexibility in your application.
- Check level of scanning error (THP) per ISO10360-4. This can be as low as less than one micron.
- Evaluate the effect of temperature on measurement accuracy. Unless your environment is temperature controlled, ambient temperature can affect the equipment and either throw off measurements or require frequent recalibration. Ask about materials used for key machine components like the bridge beam and guide rails and how they are affected by temperature change.
- Temperature correction capability may be an indication that the system itself is not immune to temperature fluctuation.
- If you need to move around the machine, the option of a wireless control panel can allow greater mobility than a fixed one.
- Check the location and availability of trained support staff. The more resources available and the closer they are, the more uptime you’ll have if anything goes wrong or you need help.
- Check the location of spare parts stock to ensure your continued operation.
- See who provides the various components of a system including the machine, sensors, controller, styli, and software. The fewer vendors involved the more smoothly integrated the system will be, and the less likelihood of “finger-pointing” or complex troubleshooting if anything goes wrong.
- Talk to a vendor’s existing customers for feedback on ease of use. Anything that simplifies setup and operation will contribute to your ROI.
- If space is a consideration, look at both the system footprint and any additional space the system may require in operation. For example, a moving bridge requires less space in which to operate than a moving table.
- Because vibration can throw off measurements, effective damping is critical to precision and repeatability. Check the system’s damping technology.
- Is the system equipped to protect against collision during measurement, which can damage components and shut down operations?
- If work areas are subject to dust and dirt, check the system’s protection levels.
- If you are migrating from one system to another, evaluate the tools you’ll use to transfer existing data and processes. Ideally, you will have access to conversion capability eliminating the need to rewrite existing measurement programs.
Conclusion
For an operation that measures both dimensions and form of a variety of materials, a multi-function, single software CMM can handle all your measurement tasks at the highest level of precision. A fully functional system can perform touch, optical using visible light, laser, and camera, surface roughness, and complete form measurement. If this capability is a fit, the transition from existing systems can be relatively simple. At the same time, you can save money and shop floor “real estate” while actually improving performance in each of the functions.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





