Post-Process Monitoring, Part 2
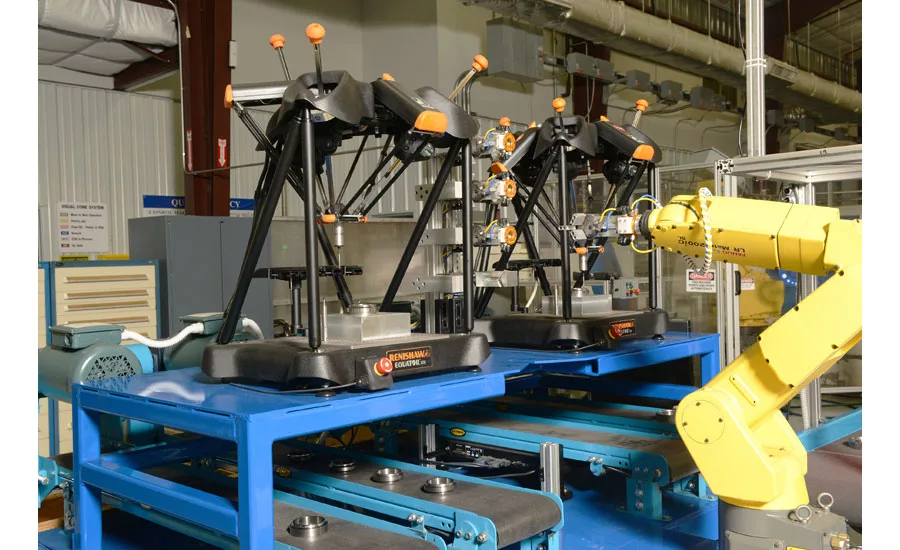
Robotic automation and post-process monitoring
The fundamental goal of automation is to reduce reliance on manpower. Whether for traditional manufacturing or additive manufacturing, it is important to understand the capabilities of supporting post-process manufacturing and metrology for validating that process.
“In order for automation to be successful, there needs to be a shift from using humans to do menial things, such as moving parts from one location to the next or clicking buttons to do things, but we can’t do that without thinking about fundamental checks and balances that are in place from experienced people,” said Skulan. “So, generally, when you are looking at automation and smart manufacturing, industry 4.0, all these kinds of buzzwords that are out there, companies can consider that a robot will lift something and move it from machine A to machine B, and it will move it very efficiently, but what is omitted is an experienced operator.
Revisit part I of "Post Process Monitoring" here!
“The operator that used to move the part from machine A to machine B also felt the part to see how hot it was or rubbed their finger on the inside of it to see how smooth the finish was or held their hand on the side of the lathe to see if they felt vibration,” continued Skulan. “And those things have to be considered because that is what kept the process in check before.”
Skulan attributes Renishaw’s President with saying, “Automated systems can make scrap at unprecedented rates.” Particularly if you do not take all things into account. “We do see post-process monitoring being used in automated systems, but we need to be able to drive metrology to the point of every process to limit what can transpire in the automated system,” said Skulan. “Rather than somebody pushing buttons, they are going to be supervising multiple machines and they’re going to have to have the knowledge of the process. To some, this stuff is very new, but Renishaw has been doing this type of manufacturing for over 25 years.”
However, even with the right automation system and experienced operators to deploy it, there are still risks to post-process manufacturing operations, whether traditional, additive, or automated. As Skulan sees it, there are two. “Data security is obviously a concern. As you get more and more mechanized systems that are programmed to run automated inspection, you have digital models of that exact part that are now floating around in the cloud,” said Skulan. “It is vitally important that companies, especially those involved in defense and innovative new technologies, that they take precautions to make sure they control the access to these digital models, to these digital twins and simulations.
“In order to have a digital twin, you have to have a fully detailed, associative, toleranced model of that part that you can email,” he continued. “It is vitally important that people control that risk.”
However, Skulan said there is a second factor, one that is very often overlooked because it “is a little less ominous.”
“[Guarding against] somebody stealing your nuclear or weapons secrets is not hard for people to understand,” said Skulan. “But one of the biggest risks that you have is the lack of efficiency by using slow technologies that are not continuously giving you feedback into your operation. Let’s say you are building a part and it takes eight hours to make that part, but your inspection time includes a 24-hour soak [to temperature] and the measurement time takes 20 hours. You have almost two days, the equivalent of six parts at an 8-hour cycle time, of delay before you get the information back on the machine. That means you either stop your operation until you get the final measurement or you run the risk of knowing, when you finally do get the measurement result, the part is bad.
“While it’s not as ominous as big-picture theft of intellectual property, it is much more costly for companies,” he continued. “[Renishaw works] to provide inspection without loss of quality, at a higher speed, to provide feedback for the part in each stage of the process, rather than waiting, and that’s a fundamental goal and that is a lot of what [Renishaw’s] technologies focus on--to provide that feedback on a more timely basis, because, accumulatively, it costs all the world’s manufacturing. That’s way more costly than theft of any one company’s intellectual property.”
When asked what manufacturers should keep in mind when considering implementing post-process monitoring, whether in a traditional, additive or automated operation, Skulan said there were two, one new to this article, the other worth reiterating.
“One is to reassess their evaluation of cycle time,” he said. “There is a belief in the world of manufacturing, an obsolete belief I’ll say, that cycle time is the time it takes for a machine to start a process and finish a process. That paradigm must be shifted to be cycle time as the number of good parts you produce in a given period of time, whether it is a shift or a week. And when you do that, it is not uncommon for you to add to the traditional measurement of cycle time but increase overall throughput.
“Let’s say a part takes 30 minutes to machine, but to build in checks and balances, process control for monitoring, and add metrology to the process, now you’ve taken traditional cycle time to 35 minutes. To go from 30 to 35 would be unacceptable, a 16% increase in cycle time. However, if that process yields 100% good parts and your other 30-minute time yielded 75% good parts--25% were bad or rework and lost customers and warranty claims and everything else that goes along with it. You have to consider that when you are looking at these automated systems. You must look at conversion of raw materials to saleable products. If you build the time for quality into your process, you’ll find it is actually one of the most cost-effective things that can be done.”
The second is about experience.
Skulan said, “Do not replace experienced, senior people in your process with young bucks coming out of college with all kinds of fancy ideas. Both are very valuable. The young bucks, with the new ideas, are where the future is going, however, they do not have the experience of actually dealing with things that can’t be taught in a textbook, that your experience people do. So, the way that—America, especially--is going to be successful, is for us to acknowledge and honor the people that actually have experience, long-term experience, that maybe don’t want to change, and partner them up with people who do have these innovative ideas, but are lacking the experience. When you partner them together—I’ve seen it again and again--that is a formula for success.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






