Brain Teasers: Drying Furniture Finishes
Situation
Anita works for a company that makes specialty furniture. Her expertise is in furniture finishes and this step is currently a bottleneck for the company. Anita's boss, Jennie, wants to determine if they can increase capacity in finishing by decreasing the amount of time it takes for the finished furniture to dry. Ideally, they hope to decrease the time to dry by as much as 50% from the three hours currently allowed. They both realize that it will take a fundamental change in the drying process to meet this challenge.Currently all furniture dries in a separate room. There is a separate temperature control for the room, but the temperature is not constant throughout the room. After consulting one of the engineers at the company, Anita and Jennie decide to add equipment to control air flow and humidity in the drying room. They decided to conduct an experiment on drying time of the finishes using two temperatures, two air flow settings and two densities of furniture in the room while keeping the humidity of the air coming into the room constant. The design is summarized in the table, "Design Factors and Levels for Drying Experiment."

Design Factors and Levels for Drying Experiment
Available Data
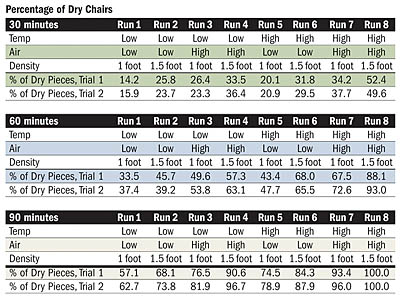
Two replications of the eight versions or runs of the experiment were conducted randomly over a week's time. Anita and Jennie were very careful to ensure that the levels of the factors were set correctly. To keep the amount of furniture in the room the same for each level, they used dining room chairs that are a high volume item. During each run, they made measurements on the percent of pieces that were completely dry at 30, 60 and 90 minutes. The data from these experiments are summarized in the table, "Percentage of Dry Chairs."
Questions
1. From these data, which factors are important in the drying time of
the furniture?
2. What combination of these factors yields the highest percentage of units dry for each time period?
3. Do these results provide useful information for Anita and Jennie to determine how to gain production capacity by drying the furniture faster?
4. Why is it important to study multiple factors in one experiment?
Answers to June Brain Teaser
Chad, an engineer for a company that makes precision components for aircraft manufacturers, prepares reports for customer meetings. To demonstrate product quality, Chad reports first pass yield for the specific customer's components. The first pass yield has consistently been above 95%. Now a new plant manager, Henry, has begun to ask Chad how first pass yield can be so good while customers continue to complain of late shipments. Chad has agreed to provide data to show how first pass yield is calculated.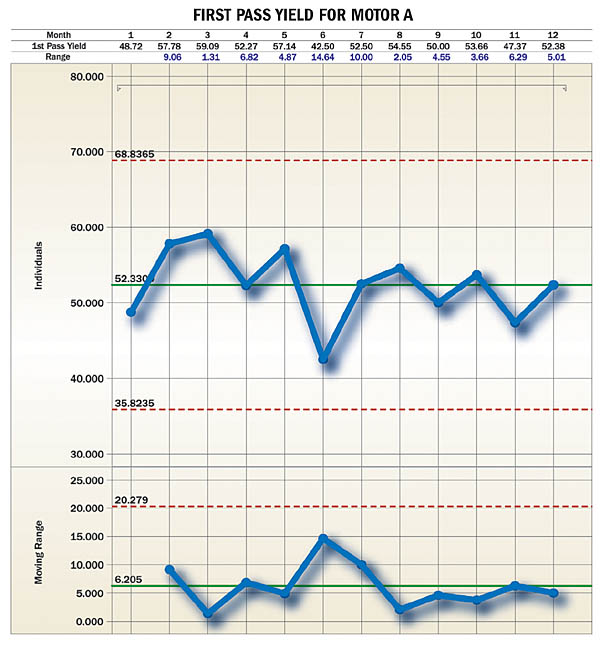
Q: How could Chad use these data to calculate a first pass yield of 95% or better?
A: Based on the data Chad provided, the only way to get a number close to the 95% or better is to use the number of components returned divided by the number that were produced or the number shipped. Either of these measures in no way reveals first pass yield at the manufacturing process. However, there are companies that have used this approach because the real first pass yield was so poor.
Q: What should Chad have been reporting for first pass yield based on the data given?
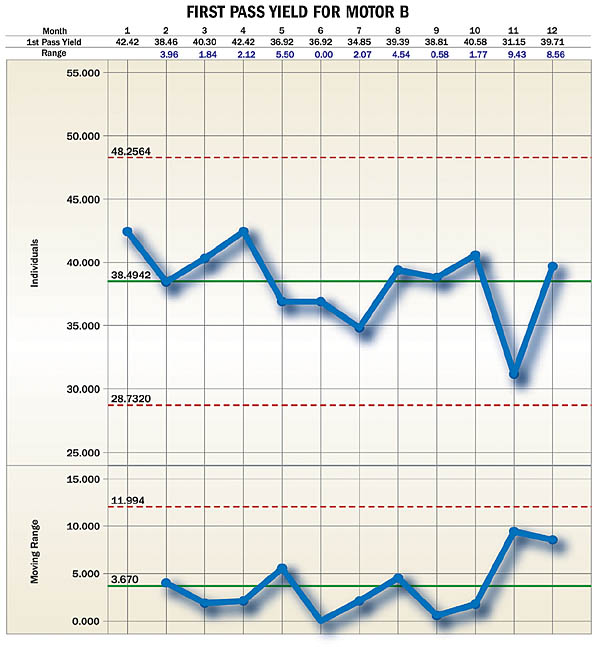
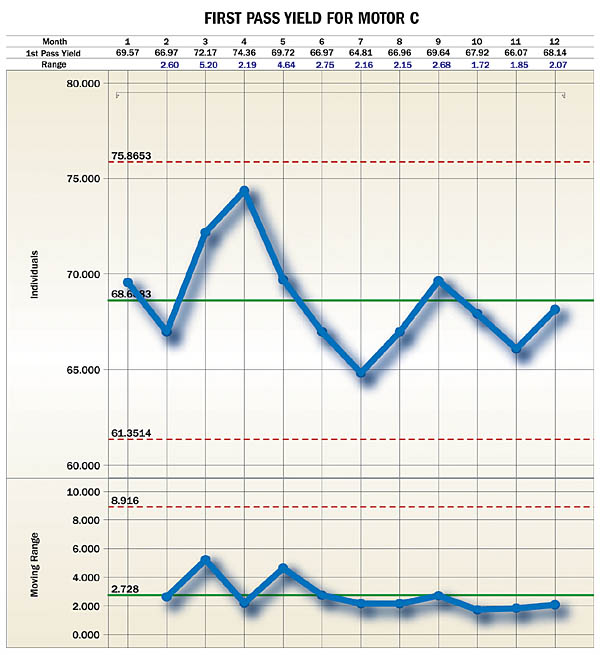
A: Using these data, the closest measure of first pass yield is the percent not reworked. The calculation is (number produced - number reworked) divided by number produced expressed as a percent. This assumes that all components that failed inspection were reworked and all components scrapped came from those reworked. An analysis of the percent not reworked for all three motors using individuals and moving range charts shows that all three motors are predictable. See the charts, "First Pass Yield for Motors A," First Pass Yield for Motor B," and "First Pass Yield for Motor C." Based on these analyses Chad should have been reporting first pass yield for Motor A at an average of 52.3% with limits of 37.235.8% and 67.568.8%. The results for Motor B gave an average of 38.5% rework with limits of 29.328.7% and 47.748.3%. For Motor C, the results gave an average of 68.6% rework with limits of 61.49% and 75.94%. Clearly these predictable processes are currently doing the best they can and require fundamental changes to improve the first pass yield. Also, the data need to be reviewed to determine if the assumptions made in calculating this first pass yield are correct.
Q: Is the number of units produced, reworked, shipped and returned for each motor predictable?
A: Individuals and moving range process behavior charts for the number of units produced, reworked, shipped and returned as well as the percentage of reworked, shipped and returned units for each motor show that almost all of the processes are predictable. Only the Percent Shipped for Motor A and the Number Produced for Motor B were unpredictable. Again, the predictable behavior of these processes is an indication that improvement depends on fundamental changes to the processes.
Q: Do these data provide a framework for Henry to understand the issue of late shipments?
A: Yes, the real first pass yield values indicate that a lot of time is spent doing rework and the percent shipped indicates that not all of the units produced are shipped. Taking time for rework and not shipping all of the components may well explain the complaints associated with failure to receive the components on time.
Dr. Sophronia Ward is a continual improvement specialist and Six Sigma Senior Master Black Belt and coach. Brain teasers are now incorporated in the new training programs, Six Sigma Training for Champions, Black Belts and Green Belts, offered by Dr. Ward and her associates at Pinnacle Partners Inc. For more information, call (865) 482-1362 or visit www.pinnaclepartnersinc.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



