Quality 101: Environmental Stress Screening
Environmental stress screening (ESS) has been recognized as an effective tool to find weakness and defects in a product. Although it can significantly increase the reliability of a product, the process can be long and costly, and most companies cannot afford to take advantage of this tool. A new process reduces the time and cost of ESS so it will be economical for all companies to implement this screening technique.
There are three parts to ESS-HALT: Highly Accelerated Life Test; HASS or HASA: Highly Accelerated Stress Screening/Audit; and POS: Proof of Screen.
The HALT process is an ESS technique used during the product development stage to quickly precipitate design and manufacturing weaknesses. Typically the product is taken close to its destruct limits to identify weaknesses. This process is purposely designed to hit levels higher than the product would ever be exposed to, but it is at these high levels that design and manufacturing defects can be quickly found. To find the defects by applying stresses encountered during a normal life cycle will take a long time-usually too late for it to be useful for product development. After failures are noted, they should be corrected and implemented into the final product design.
HASS is a process used to screen 100% of the product during the production cycle. In order not to damage the product or reduce the useful life, the intensity of the vibration levels is much lower than the HALT process levels. HASA is an audit process where only a percentage of units are examined.
POS is a process to ensure that the HASS process is catching deficiencies but not overstressing the units. POS applies the HASS screening levels for more cycles-typically 10 to 30 times. If at the end of the POS process the product is still functioning, the HASS level is not overstressing the unit. If most of the defects are found during the first cycle, the levels are correct. However, if defects are still found during subsequent cycles, then the HASS levels may be too low and should be increased. By using POS, one can be assured the HASS levels are set correctly.
As ESS is still evolving, the ESS process and equipment used are not standardized. Some consider ESS to merely be exposing the unit to high temperature or just vibration. More recently, people have begun to recognize the benefits of thermal cycling combined with vibration as a more effective approach. By combining these two stress stimuli, the process can uncover most defects.
New Approach for ESS
Many companies choose not to conduct the HASS/HASA process because it is time-consuming and costly. For large products with the internal parts shielded by the casing, it is difficult to reach high-temperature ramp rates; therefore, the effectiveness of ESS is compromised. To alleviate this problem, a new approach for ESS is proposed.First, employ the HALT process on the entire system to find the structural and interconnection problems. As these are mechanical defects, they should not reoccur after the design changes have been made to correct these problems. The remaining flaws-typically 90% or greater-are found on the printed circuit boards (PCBs) or the components mounted on the board. So instead of HASS screening the entire product, this new approach inspects the units before they are put into the system. As these units are smaller, lighter and exposed to the air, high-temperature ramp rates can be easily achieved, ESS effectiveness is greater and the screen time is significantly reduced. The result is increased reliability and throughput with little cost and time.
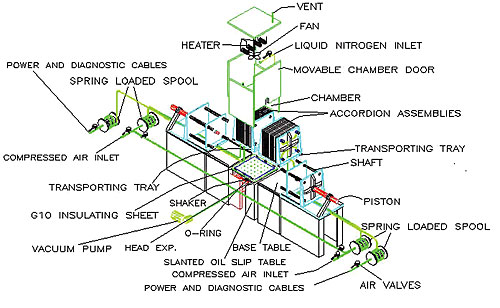
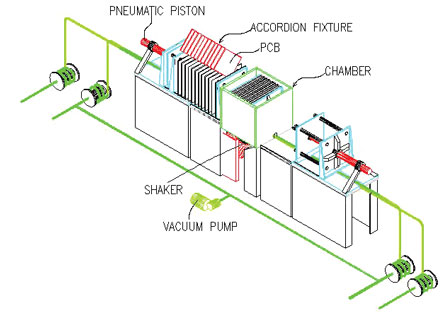
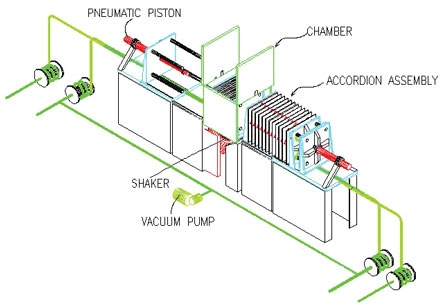
The production line ESS system employs this new approach and can quickly screen small units during manufacturing and ensure high reliability of the unit before they go into the final build. The production line ESS system is composed of three major parts: a fast-ramp temperature chamber, an electromagnetic shaker tilted at an angle, and an accordion assembly to quickly insert and remove the PCBs.
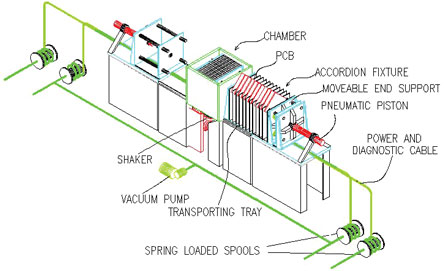
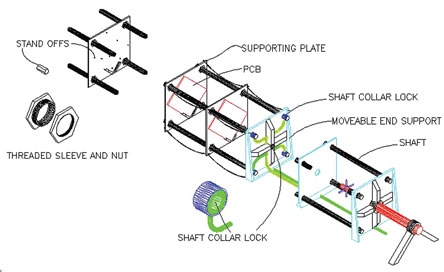
PCBs are loaded into the right-hand side accordion assembly.
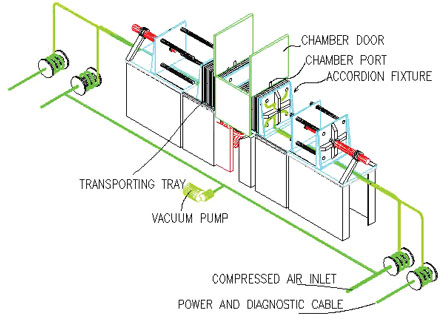
Then the accordion assembly is squeezed together so that the PCBs are fixtured in-between the plates of the accordion assembly and supported by standoffs in the configuration they would be mounted in the final product. Both accordion assemblies move to the left.
Dr. Hong S. Liu is the president and founder of Quanta Laboratories (Santa Clara, CA). Contributing authors for this article from Quanta Laboratories: Mike Hauf, manager of test engineering; Robin Gardiner, customer liaison; and Terry Liu, marketing manager. For more information, call (408) 988-0770, e-mail [email protected] or visit www.quantalabs.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!


