The 10 Most Common Errors in Leak Testing
Each year manufacturers conduct more than a billion leak tests on critical components, but there are a number of factors in that process that can hamper successful outcomes

The smallest leak in a component or sub-assembly can compromise a product’s performance and ultimately your company’s reputation. Product integrity is important. Giving customers a quality product that they can trust for reliability and safety positively impacts a company’s bottom line.
“Industrial leak testing and leak detection are not simple issues,” notes Sandra Seitz, automotive market manager at INFICON. “An appropriate test method must be carefully selected, and choosing the correct method for a specific application depends on many factors. Sensitivity plays a role, as well as the marginal leak rate of the method used along with the cycle times that can be achieved on the production line.”
Process repeatability and reliability of the process also need to be considered along with capital expenditures and operating costs, which are all based on the particular test method used.
Each year manufacturers conduct more than a billion leak tests on critical components, but there are a number of factors in that process that can hamper successful outcomes. The top 10 mistakes that can hinder successful product leak testing are:
ERROR 1: USING THE WRONG LEAK-DETECTION METHOD
Using the bubble test method often produces the wrong results. If the tester does not see any bubbles, then it is assumed there is no leak. The tester believes what he does not see and is satisfied.
Determining whether a leak test or leak detection method for a particular application is suitable is its leak rate. Unfortunately this simple rule is often violated. For example, plastic parts are tested using the pressure decay method without considering their deformability and changes in volume due to compressed air. Also consider that the leak rate of an integral leak test and subsequent leak detection have to work together. Sometimes the integral leak test is carried out in a helium chamber, but the subsequent localization of leaks is carried out using the bubble test method instead of using a more precise sniffer leak detection method with tracer gas.
ERROR 2: TESTING AT THE WRONG POINT IN TIME IN THE PRODUCTION PROCESS
It is important to think twice when selecting the best point in the production process to perform a leak test. It often makes sense to test individual subcomponents for leaks prior to assembly. It is a good idea, for example, to check the tightness of a transmission case before the transmission is assembled. If the housing fails in the final test and must be rejected, the work of assembling the transmission will be lost.
ERROR 3: TESTING A CONTAMINATED PART
For virtually all test methods the following should apply: Leak tests always should take place on new, unused test pieces. If a component already has been in operation or has been filled with oil or water, there is a risk that small leaks already may have been clogged.
On castings, sometimes cutting-oil residues remain after the machining process. Before a leak test takes place, the test piece must first be cleaned. After cleaning, the part must then be dried again, which also insures that the cleaning fluid does not clog potential leaks in the short term.
ERROR 4: IGNORING TEMPERATURE CHANGES
Temperature fluctuations represent a serious problem, especially for integral leak tests using pressure decay or differential pressure measurement. Even small changes in temperature can change the measurable leak rate by several orders of magnitude. The size of a leak also is influenced by increases in temperature and the expansion behavior of the material to be tested. In an exhaust gas cooler, in some cases, leaks only occur when the component has reached its typical operating temperature. As a result, some manufacturers carry out these types of tests in climatic chambers.
ERROR 5: FLUCTUATING TEST PRESSURES
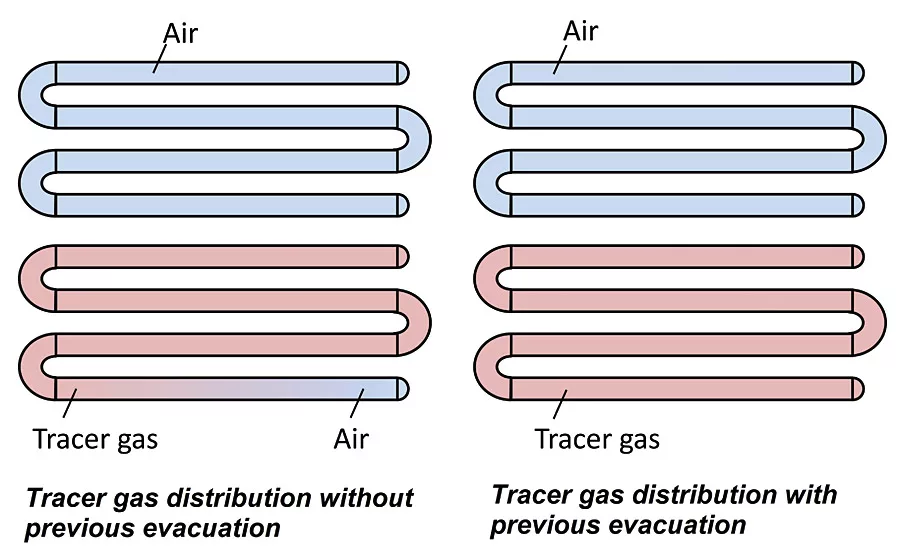
To be able to determine leak rates reliably and reproducibly, it is critical, even when using tracer gas methods, to ensure that the test piece is filled at the same constant pressure. Automated tracer gas filling systems guarantee this. But be careful. In some cases, correctly filling test pieces is only possible after a prior evacuation. Heat exchangers usually consist of long, snakelike tube systems. If tracer gas is filled here, it can increase the pressure in the test piece. It is only after a previous evacuation that you can ensure that the tracer gas reaches every possible leak. In addition, especially with the helium tracer gas test, the concentration of the tracer gas may be reduced to save on testing costs. Some tests are performed with a helium content of only 1 percent—which means that the proper distribution of the tracer gas is even more important.
ERROR 6: FILLING WITH A TEST GAS WITHOUT PREVIOUS EVACUATION
For proper leak testing it is absolutely mandatory to evacuate the test part before filling it with tracer gas. This is particularly important for long and narrow geometries. If you do not evacuate before filling, the air in the test part will simply be pushed to the end of the geometry, and no tracer gas will get to that area. That means that potential leaks will only release the trapped air, which will not be detected by your tracer gas leak detector.
Evacuation also is especially important if you fill the part to be tested with low pressures of tracer gas because the trapped air will dilute the tracer gas as it fills the piece. For example: If the part is filled with air at atmospheric pressure and you add one atmosphere of tracer gas, the tracer gas concentration in the part is only 50 percent. If you add two atmospheres of tracer gas, the concentration of tracer gas will be 66 percent.
ERROR 7: NOT KNOWING WHAT YOU ARE TESTING
Using a reproducible measurement method as an integral leak test, rather than relying on the mere perception of a human tester is a big step in the right direction. It is important to know what you are actually measuring and which test medium is being used. Occasionally leak rates are specified for air, but helium has a slightly higher dynamic viscosity than air. If the leak rate is specified for air, but helium is being used, proper conversion data must be used to provide a more precise leak rate.
If you want to measure the leak rate in grams per year of an air conditioning unit with an integral leak test (escaping mass per year) keep in mind that the helium measuring instrument used for the test may, under certain circumstances, indicate a volume flow of helium in mbar·l/s. There are devices that perform an automatic conversion. The exact conversion factors of these units result from the different molecular weights of the refrigerant.
If, for cost reasons, testing is done with diluted helium mixtures, the helium concentrations that can be measured are different. This must be taken into account when interpreting the leak rate results. Moreover, tightness requirements always apply to a specific operating pressure. The pressure that is used for the test often deviates. It may be higher or lower than the later operating pressure of the test piece, which also makes a proper conversion of the leak rate necessary.
It also would be a serious mistake to equate a leak rate with a concentration of gas that is indicated on some instruments as parts per million (ppm). The concentration is a snapshot; it only indicates how many particles are in a given space at a given moment. The leak rate indicates, however, the size of the volume flow through a leak.
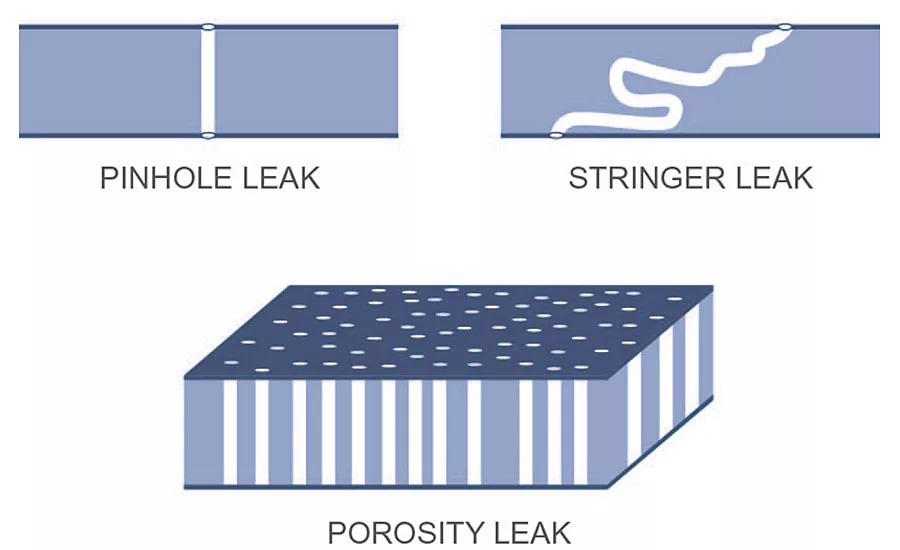
ERROR 8: UNDERESTIMATING STRINGER LEAKS AND GROSS LEAKS
Stringer leaks consisting of capillary-like corridors can seriously affect airbag manufacturers. It is important to consider how long it takes for helium tracer gas to distribute in order to emerge from stringer leaks. If you work with very short times between filling and testing, it may be difficult or even impossible to identify stringer leaks. Another example: Even on cable feed-throughs leak channels could be several centimeters in length. It may take several minutes for the tracer gas to leak through.
The opposite of a stringer leak is a gross leak. In a gross leak the helium escapes from the test piece before the actual test interval. In effect, you evacuate the vacuum test chamber and the helium from the test piece at the same time. Sometimes a simple pressure decay test is integrated into the tracer gas system to identify any gross leaks before filling the test piece with helium.
ERROR 9: NEGLECTING TEST SYSTEM MAINTENANCE
If no leak rates are measured on a test station for days or weeks, it could mean one of two things: Either production quality is superb, or the test system is not functioning adequately.
Sometimes leaking tracer gas lines can prevent a correct measurement in the test chamber. All inter-connect points, hoses, test piece brackets, etc., must be checked regularly. Sometimes tracer gas systems are incorrectly repaired. It’s a mistake, for example, to wrap an inter-connect point in TeflonTM tape in order to seal the connection. Helium gas will always escape through the porous Teflon tape, causing accuracy and cost problems.
Sometimes, errors in a test setup can be identified by regularly checking the accuracy of the system by using a reference leak that, due to its defined size, is always the same leak rate. If this leak rate is not determined during the test, the system has inaccuracies. It is best to opt for a test leak in the form of a glass capillary.
For less demanding test leaks, metal is squeezed to a narrow point. These test leaks will vary greatly in leak rate, depending on temperature and pressure—glass capillaries are therefore better for this purpose. A regular check of the system with a calibration leak also can prevent other very fundamental problems. For example, testers may have mistakenly connected an oxygen bottle instead of a helium bottle to their system.
ERROR 10: DOING THINGS YOURSELF
When it comes to industrial leak testing and leak detection, it is important to consult with experts and get advice.
It is critically important to choose the appropriate test method for a specific application, to configure the system correctly and to make the review process as foolproof and reliable as possible — certainly not a trivial task.
Again, seek professional support. If you want to ensure the quality of your production and avoid costly product recalls, it is not enough to simply say, “yes, we do check something.” A negative test is no guarantee that a test piece actually meets the requirements set. You can only have this guarantee if your test methods and processes work reliably.
The challenge is to do the right measurement and in the right way, every day and at every level.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





