The Capabilities of Vision Sensors
Let’s take a look at the capabilities and potential applications of vision sensors.
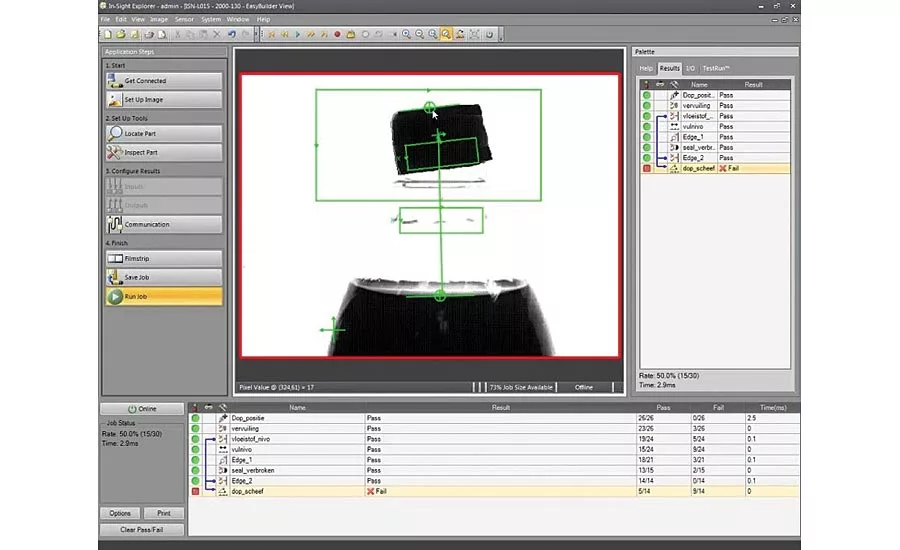
Intuitive interface used to set up vision sensors. Source: Cognex
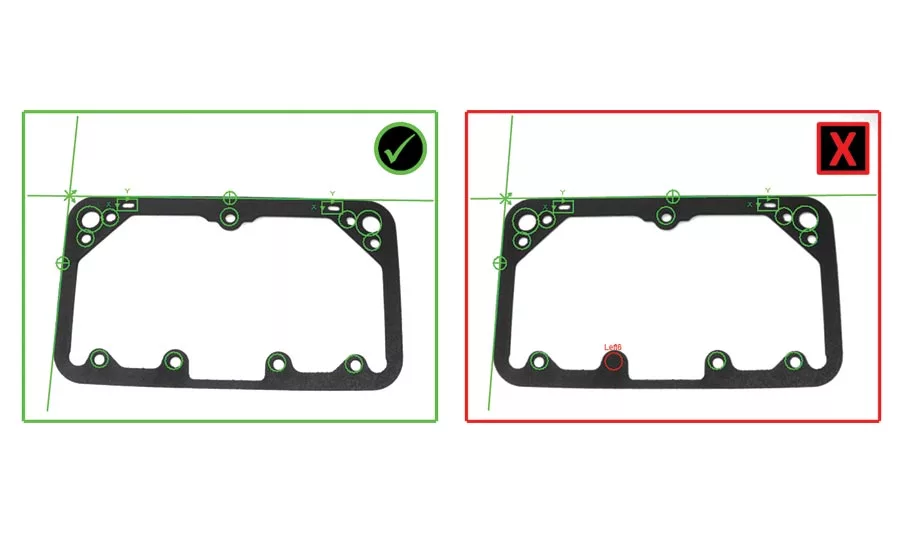
Vision sensor inspection of good gasket (left) and bad gasket (right). Source: Cognex
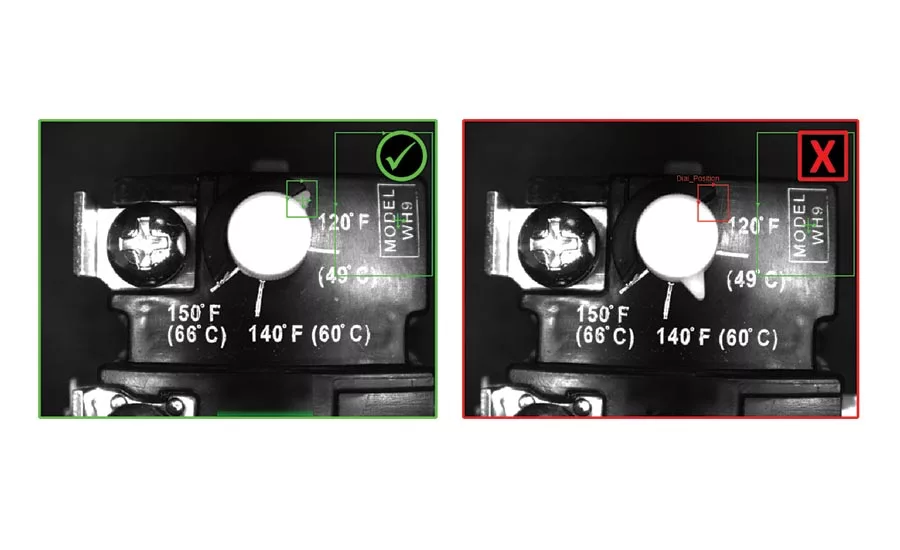
Vision sensor inspection of thermostat with dial set to correct position (left) and wrong position (right). Source: Cognex
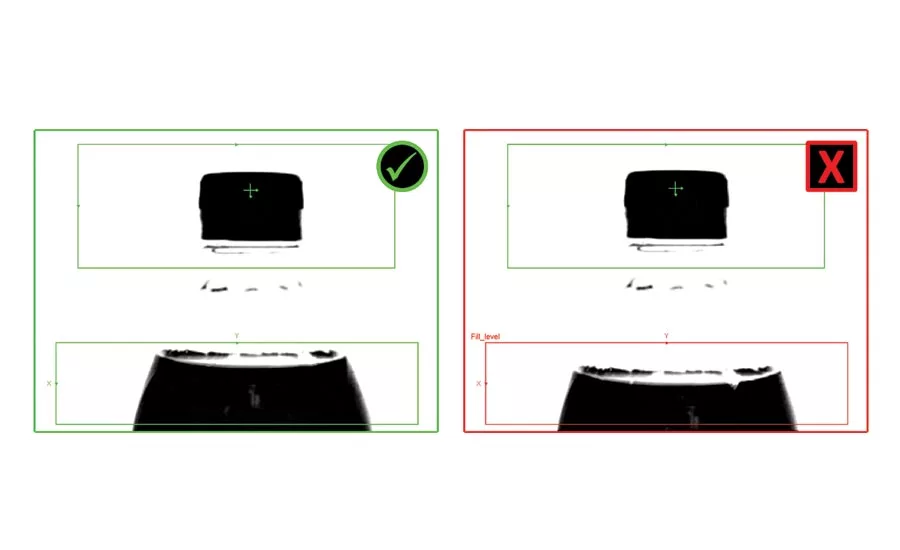
Vision sensor inspection of properly filled bottle (left) and underfilled bottle (right). Source: Cognex
A wide range of single-purpose point sensors such as proximity sensors, lasers and photocells have long played a key role in virtually all factory automation systems by detecting the presence of parts or assemblies, performing measurements, and identifying colors. Machine vision systems, on the other hand, perform more complicated operations such as complete inspection of a part. The operations performed by machine vision may include multiple dimensions and presence or absence of various components or determining the position and orientation of a component for a subsequent operation. More recently, simpler, less expensive machine vision sensors have emerged to target operations that are currently performed by point sensors as well as many other operations at a price that is in the same ballpark.
Role of traditional point sensors
For many years, developers of automated systems have used traditional point sensors to detect the presence or absence of parts or assemblies for controlling machines and processes. For example, photoelectric sensors generate a beam of light that is typically aimed at a detector. At some point in the process, the part is expected to make an appearance at just the right position to interrupt the light circuit. The sensor provides a binary output depending on the presence or absence of light at the detector. Point sensors are still relevant in applications where the mere verification of the presence or absence of a part is all that is required. But the capabilities of photocells are limited; by limiting the inspection to a single point, photocells have no way of knowing if the part is the one that was expected, nor can they assess the quality of the part or whether the part has been correctly assembled.
Many automated systems have more complicated inspection requirements, such as ensuring that parts are not just present but properly positioned and aligned with other parts or equipment, determining whether the correct part is present and in the proper orientation, etc. The traditional approach in these applications has been to install an array of photoelectric sensors, limit switches, proximity switches and other types of point sensors which combine to address more complicated issues. More recently, engineers have been switching over their complex inspections to machine vision systems that employ image-based algorithms to inspect whatever parts and assemblies at critical stages of manufacturing. One machine vision system can replace many point sensors in an area on the production line, potentially providing very large savings both in initial integration costs and in ongoing maintenance.
Evolution of vision sensors
When machine vision systems were first introduced, their cost was high, and programming them was complex and required extensive expertise. Over the past decade, following the same trend as other computing and electronics products, the cost of machine vision systems has come down substantially, and they have become much simpler to configure for specific applications. More recently, the cost of machine vision has dropped to the level where a new product category called vision sensors has emerged. This category consists of relatively simple and inexpensive vision systems that are designed to replace conventional point sensors, while also providing significantly greater capabilities. As a general rule, vision sensors are designed for pass/fail inspection operations where the objective is to determine whether or not the correct part is present, whether a specific dimension is within specified limits, and the number of parts that are present.
Vision sensors offer the ability to perform these and many other inspections at a lower cost and with a much simpler setup than would be required with a conventional vision system. A typical vision sensor includes a complete image formation system with lenses and lighting. Some vision sensors allow the lens and light to be swapped out if necessary to meet the requirements of specific applications. Most vision sensors feature an intuitive point-and-click user interface for setting up the device. For example, inspections for the presence or absence of a part or feature can be accomplished simply by focusing the sensor on the object to be inspected and drawing a box around the feature of interest. Some vision sensors are also capable of more complex inspection operations such as measuring distances, angles, and circle diameters.
Vision sensor capabilities
Vision sensors can be triggered by a signal from a programmable logic controller that is controlling the automated system. Some vision sensors also provide part finding sensors that locate the position of the part in the image. Pattern matching tools available in today’s vision sensors utilize advanced geometric pattern matching technology to reliably and accurately locate parts despite visual variations such as part contrast, multiple parts, changes in lighting, degraded appearance, and partially obscured features. Pattern matching tools make it possible in some cases to reduce the need for mechanical part fixturing, which can provide significant cost savings.
Typical vision sensors offer a wide range of inspection tools:
- Edge and surface area detection tools find deviations in edge position, verify the correct assembly of components and find flaws in part appearance.
- Circle tools scan for and return data about a circular edge in the specified region.
- Brightness tools measure the average brightness of the specified region.
- Pixel counting tools count the number of pixels within a specified region that fall above or below a specified grayscale threshold level.
- Contrast tools determine the average grayscale of the bright pixels in a specified region minus the average grayscale of the dark pixels.
- Distance tools measure the distance between two edges. Angle tools measure the inner angle between two lines.
- Circle diameter tools return the diameter of a circle.
- Pattern counting tools determine the number of times that a specific pattern appears in the image.
- Edge counting tools count the number of edges in a specified pattern or region.
Typical vision sensor applications
Here are a few examples of how vision sensors are being used to replace point sensors and to deliver new inspection capabilities. Gaskets are used extensively in automobile production to insure a tight seal between irregular mating surfaces. Because automation is used throughout the automotive assembly line, inspecting for a proper hole punch on these gaskets is critical to avoid upstream process issues. In this case, a fixture jig and 13 individual photoelectric sensors would be required to inspect the part. Here, a single vision sensor is used to inspect all 13 through holes at once. An edge intersect tool is used to locate the part, which eliminates the need to fix the part precisely in front of the camera. When the part is properly located, 13 individual pixel count tools are used to detect the presence of a through hole. Any missing hole will cause the part to fail.
In some applications, it is important that a dial be set to the right location to ensure proper installation or final product configuration. This is often difficult to accomplish with a traditional point sensor which is normally designed to check for the presence or absence of a component rather than subtle differences in its orientation. On the other hand, a vision sensor can easily inspect the dial on a thermostat to confirm that it is in the correct position—in this case set to the lowest temperature.
Proper filling is critical in many manufacturing applications. Using vision sensors throughout the production line identifies rejects before secondary or final packaging, saving money by avoiding adding additional value to a bad product. Unlike traditional point sensors, vision sensors can perform multiple inspections on each image. In another example, a bottle passes in front of the sensor and both fill level and cap assembly are validated before the product is packaged. The bottle is located using a pattern tool to find the cap, the fill level is inspected using a pixel count tool, and cap assembly is inspected with an edge tool.
In summary, the new generation of vision sensors combine the power of a vision system with the simplicity and affordability of a vision sensor to accomplish basic pass/fail inspections with intuitive, point and click setup tools and offer an expanded range of location, pixel counting, bright, contrast and measurement tools. By combining powerful vision tools, simple setup and a modular design, vision sensors set new standards for value, ease of use and flexibility.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




