Boost Productivity with Video Technology
The biggest advantage of video measurement is the ability to handle the high sampling rates needed in production.

A high speed video metrology system provides the high dimensional measurement throughput needed for production environments. Source: QVI
Productivity is a key competitive element for any manufacturing operation. Do more in less time is an often recited production mantra. Dimensional measurement is a necessity for process control and/or quality inspection, and while there are many technologies available for completing measurement tasks, few offer the versatility, speed and accuracy of video metrology. Video dimensional measurement systems have been in use for over 30 years with tens of thousands of systems in use globally. Very high precision video metrology systems are available, some of which offer better than one micron accuracy.
Optical, Video, and Vision Systems
The terms optical and video metrology are sometimes used interchangeably, but in the truest sense there are some key differences. Optical metrology could involve using lenses or optical enhancement with the purpose of measuring features of a part. An optical comparator or measuring microscope are common examples of optical metrology systems.
A video metrology system also measures part features, but uses lenses to optically magnify an image of a part captured by a camera. The image is then converted to a digital signal that is analyzed by electronics and software to determine dimensions, based on edges and features. Video metrology relies on image processing and incorporates precision optics, digital sensors, specialized illumination and sophisticated software algorithms.
It is important to note that video metrology is different than video inspection. While both technologies involve magnified images, video metrology is all about measuring dimensional features. Video inspection (or a vision system) generally compares a part image to a reference standard with the purpose of identifying physical deviations from that standard.
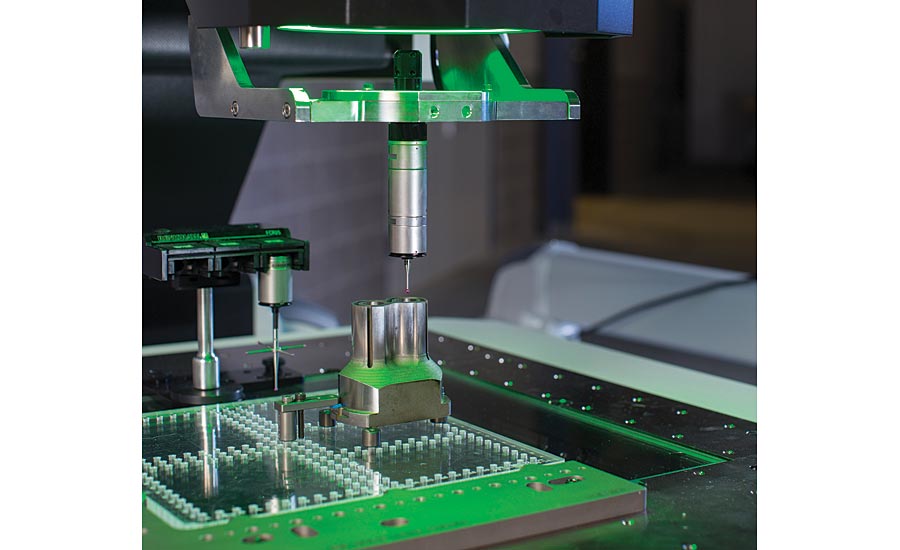
Video metrology system in multisensor mode: a SP25 scanning probe deployed on the optical axis so that no X-Y measurement range is lost. Source: QVI
Measuring Images, Not Parts
Video measurement systems don’t actually measure parts, they measure images of parts. Video measurement systems use specialized optics to provide a flat image of a part to a high resolution camera. The light levels of pixels in a digital camera are converted to electrical signals. Software algorithms evaluate those signals with sub-pixel resolution to accurately determine edges. High quality optics and autofocus feed the camera an accurate and true image, providing edges for repeatable dimensional measurement. Lower grade lenses can induce measurement errors by distorting the part image, resulting in measurement of an untrue image. Distortion is most common when measuring part features that are not in the center of the lens field of view (FOV). Advanced measurement systems minimize distortion by using only high-grade lenses, and some premium metrology software packages have FOV distortion compensation built in to mitigate distortion that adds to measurement uncertainty.
Some video systems are equipped with zoom lenses that magnify images so they have sufficient detail to determine edges of tiny features reliably. On the other hand, large field of view (LFOV) systems (typically 50 mm or more) are capable of imaging complete parts or groups of parts, all at one time. Video measurement often requires a compromise between field of view size and image resolution. A larger field of view typically produces higher throughput due to the ability to fit and process more features in one video frame. This higher throughput comes at the expense of image resolution when compared to using the same optical technology over a smaller field of view. Large field of view video systems are ideal for measuring small parts where the entire part can be imaged by the system optics at any given time. LFOV systems may have a dual magnification optical system to provide two measurement capabilities: high magnification (smaller FOV) to resolve and measure very small part details, and low magnification (largest FOV) to quickly measure many larger dimensions on the part (or multiple parts). Some LFOV systems can measure part features instantly as well as simultaneously identify and measure multiple small parts.
Large field of view systems typically have telecentric optical systems. In telecentric optics all of the chief rays across the field of view are parallel to the optical axis. This means that imaged part features would measure the same size at any “Z” position within the measuring range of the system. With a non-telecentric lens, the magnification of the image system changes (and therefore the measured feature size changes) while moving away from the optimal focus position.
High magnification zoom lenses typically have a magnification position that is telecentric, but it is over a very short range relative to LFOV systems. Some video measurement system manufacturers claim to have telecentric zoom lenses, but in reality, they may be telecentric at a single magnification.
Even with LFOV systems, a part may not completely fit in the field of view. One solution is a motorized stage that moves in the X-Y plane. Some LFOV systems have substantial X-Y stage travel of hundreds of millimeters. These systems have precision scales and/or encoders that know where different fields of view are within the measurement volume of the machine so the distance between edges that are numerous fields of view apart can be measured accurately and repeatably. While this extended capability may improve video system utility, mechanical properties such as straightness of travel, stage speed, and positional resolution will affect measurement uncertainty. Overall system accuracy is influenced by the quality and integrity of the motion components and architecture of a system.
Video – Highly Productive, Capable, and Compatible
Video measurement technology offers many compelling reasons to be the measurement technology of choice:
- Speed of measurement – can measure hundreds of features in just seconds. Ability to easily identify and measure multiple small parts and features simultaneously
- Noncontact
- High accuracy and repeatability
- Measurement data from automated systems can verify that parts are in spec and that production processes are in control
- When used in multisensor configuration, a single measurement setup means higher productivity
Compared to other measurement methods, the biggest advantage of video measurement is the ability to handle the high sampling rates needed in production. This is especially true when dealing with dozens of part features. It is possible to measure multiple points and patterns very quickly. Contact measurement systems, by contrast, must traverse the part point-to-point, which is a much slower process, even with a scanning probe.
Video system compatible sensors can include numerous types of lasers for high resolution point scanning of surface contours and measurement of surface heights.
If desired, video system multisensor capability may also include traditional single point touch trigger probes and specialty probes. A scanning probe is another type of touch probe, and has contact contouring capability. Also available are highly pressure-sensitive probes available for measuring fragile, deformable surfaces such as solder bumps and coatings when in very close contact with a surface, exerting minimal pressure compared to traditional touch trigger probes. Keep in mind some of these methods are point-to-point measurements requiring the probe to physically move between the features being measured, a time consuming process. Further, advanced video systems with multisensor capability should have these additional sensors on the optical axis, which is important to retain maximum X-Y measurement range.
Modern Metrology Software Puts It All Together
Metrology software is what takes all the capability of measurement system hardware and makes it into a productive piece of a quality control solution. It is the software that controls the camera, autofocus, stage motion and other important functions. This software also allows users to create measurement routines that run sequences of operation with various settings over and over again. As measurement data is collected, it must have the ability to present the numbers in a useful graphical format.
The best metrology software supports standard format CAD files to simplify the creation and evaluation of measurement routines; should include GD&T analysis that complies with accepted international standards; and have extensive reporting options.
While video technology offers high utility, a multisensor configuration extends that capability. Metrology software that is “sensor independent” and integrates video with multisensor capabilities is a must have. This capability should be built into the software, not be an add-on, which is the case with many legacy software systems.
Truly comprehensive metrology software should also have optimization algorithms to mitigate measurement uncertainty.
Demands from advanced manufacturers are driving innovation in metrology software while at the same time developments in third-party software are enabling new analysis capabilities for those manufacturers. Consider compatibility with these specialized third-party software developers a must have.
Versatility, Productivity, and Reliability Matter
New competitive trends are pushing manufacturers to engineer smaller complex parts with ever tighter tolerances—ideal for video metrology systems. Manufacturing companies must have measurement systems in place that can provide useful and accurate measurement data without being a bottleneck to production throughput. Software is an important part of the overall measurement system; be sure the system measurement software is advanced enough to handle present and future needs. The challenge is to select a measurement technology that is able to satisfy the company cost, accuracy and throughput objectives for both today and tomorrow.
Video measurement systems can have a wide range of costs and it can be difficult to discern why costs vary as much as they do, especially when the data sheet specifications may look similar. Do more than just compare brochures and spec sheets—develop a short list of brands, then reach out to each brand representative to have them measure a typical production part.
As a measurement technology decision, video metrology systems offer the versatility, productivity, and reliability that will contribute to the company bottom line for many years. Choose wisely!
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





