Vision System Assures Glass Act at California Shop
With the vision system in place, PG&O has substantially ramped up its inspection productivity.
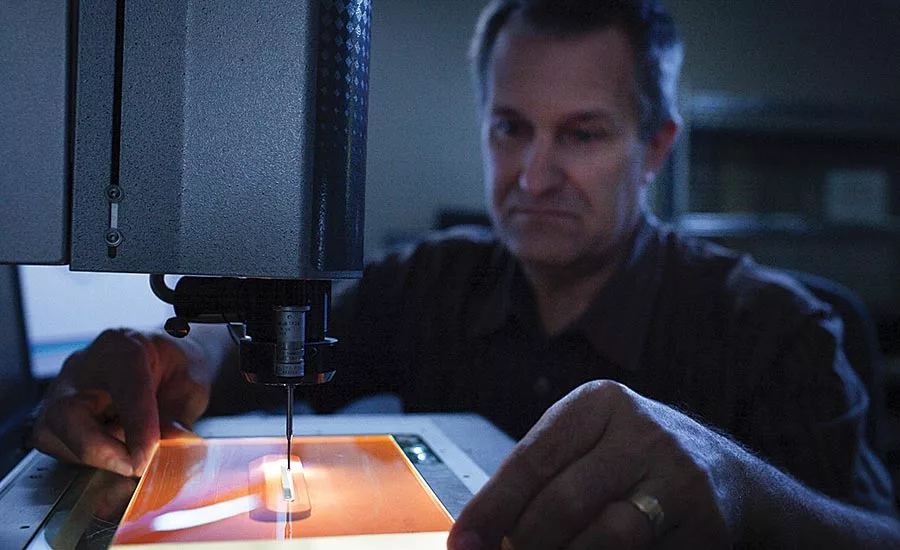
Dan Bukaty Jr. at the Starrett AV300 measuring a part.
Machining metal has its challenges, but machining glass is another matter—one that Dan Bukaty Jr., president of Precision Glass & Optics (PG&O) is well schooled in. Bukaty and his 35 person shop manufacture high-end precision glass optics for customers such as IMAX, Intuitive Surgical, Boeing and NASA, to name a few. The products PG&O makes can range from the ordinary to the extraterrestrial, such as mirrors that it fabricated for the Hobby–Eberly Telescope to measure dark energy in outer space.
Operating in an 18,000 sq. ft. build-to-print optical fabrication facility in Santa Ana, CA, approximately 80% of the products PG&O manufactures are termed “windows,” in that light travels through them. Used for thousands of applications, they are sold worldwide to optical catalog companies or in industries such as defense, biomedical, automotive, digital cinema and more.
A majority of these products are also thin-film coated with advanced coatings. Before the products are precision ground on Blanchard grinders, polished and coated, they are machined and fabricated to specification on a HAAS CNC machining center or Flow Waterjet and other equipment as needed. They have a full fabrication shop, three large coating chambers and can anneal, grind, polish, drill, engrave and cut a full range of glass substrates. The company also has comprehensive design and engineering services, and full inspection capabilities.
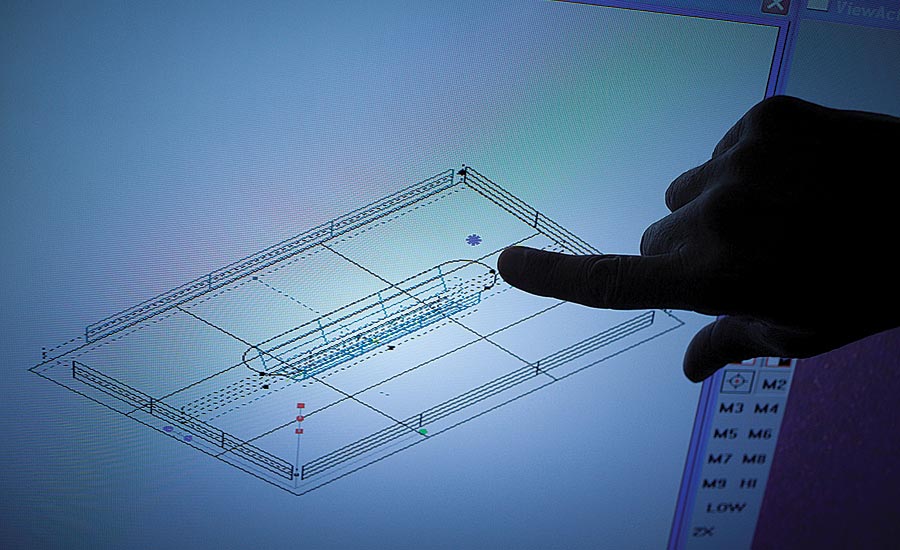
Typical graphic model of measured part on the Starrett AV300 screen.
Crystal Clear Problem
Although the plano optic products PG&O makes—prisms, laser filters, beamsplitters, mirrors and more—vary widely, they all have one requirement in common: the need for highly accurate measurement and quality control.
“Many of the products we make have custom shapes and profiles and are specified to tight tolerances,” explains Bukaty. “We measure profiles such as rectangles, diameters and ellipses to within tenths, and angles, parallelism, perpendicularity and anything in-between, to within seconds.”
To say this regimen can present challenges when measuring by conventional or rudimentary means is an understatement, and one that has tested Bukaty and his team repeatedly. On some occasions it has even driven them to farm out their inspection, which has been an expensive proposition.
Before Bukaty arrived at the most optimal solution to these challenges, their inspection protocol was clearly a pain point.
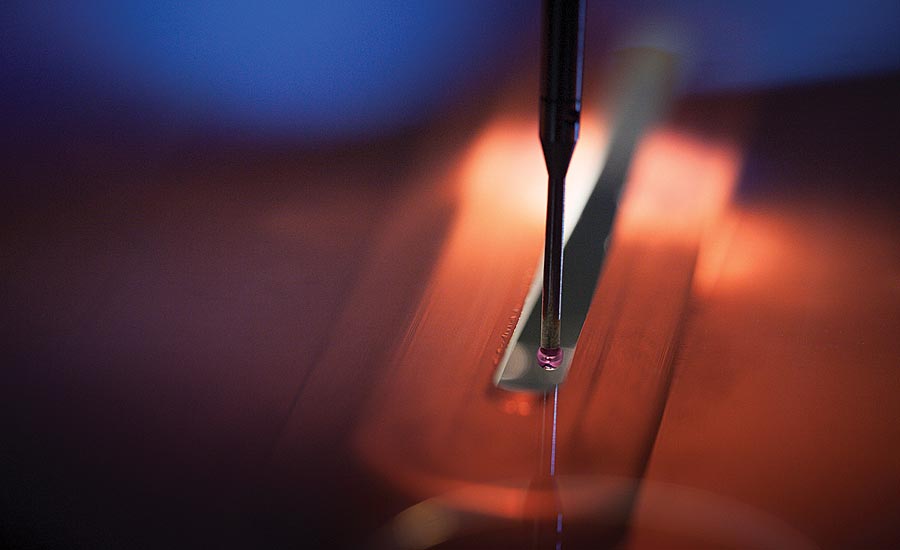
Probing a recess on a part.
Measure and Re-Measure
“Intricate measurements were taken either by height gages on a granite surface plate, an optical comparator or even an autocollimator for measuring angles,” says Bukaty. “The process was very time-consuming, often required math calculation and the results were unreliable. We could not achieve the accuracy we needed.” On many optical parts, PG&O needed to move the work from one operation to another, measuring and re-measuring.
“We would capture height and width measurements from a height gage and then move the part to an autocollimator or interferometer,” says Greg Quinn, PG&O QA manager. “A part with tight tolerance angles could take hours to measure and yield either non-repeatable measurements or questionable accuracy.”
Amid all the uncertainty and time loss, PG&O serendipitously discovered the solution to its drag on quality. Pressed to inspect a complex rounded pyramidal part with four faces that needed to be accurate to 15 arc seconds, PG&O noticed that the measurement of this part which they sub-contracted to a third party vendor was being made on a Starrett AV300 Vision System. “We later inquired about this machine ourselves and bought one within a week,” says Bukaty.

PG&O manufactures a broad range of plano optic products.
Accuracy – The New Vision
The Starrett AV300 has enabled PG&O to verify production parts quickly. “With the AV300, many, if not all, attributes can be captured simultaneously, saving an enormous amount of time. The machine’s programming function allows us to insert the part, hit go and walk away. The accuracy is far superior to our previous inspection methods,” says Bukaty. “Honestly I don’t know how we got along without the AV300.”
“The pre-programming CNC feature is ideal for 100% inspection on a multiple quantity order of, say 150 pieces. Once the tolerances and features of the part are measured, recorded and stored on the first piece, measurement on the other 149 pieces can be automatically repeated,” explains Quinn. “We can also print out a professional looking report for verification and our customer’s documentation requirements—something not possible with a height gage or autocollimator.”
Versatility is another advantage with the Starrett AV300 system. “Similar to a CMM, the machine can measure parts via touch probe or optically by zooming in on an edge or artifact, aligning with the crosshair reticle and taking the measurement manually or automatically,” says Quinn. “The system is also very easy to use.”
The Starrett AV300 Automatic Vision System is as flexible as it is powerful, enabling quality assurance personnel, inspectors or machinists to achieve maximum throughput of finished, accurate parts in their manufacturing operation. The system’s performance is enhanced by an exceptionally stable mechanical design with precision linear bearings, in addition to high-resolution video zoom optics and touch probe, that all combine to ensure accurate 3-axis measurement.
Another throughput-enhancing feature is the system software which controls all video edge detection features and multiple channel fiber optic or LED illumination. The system has a travel of 12” x 6” x 5.5” (XYZ), which is ideal for PG&O, since most of its parts are 6” or under.

Inspection at the Starrett AV300 workstation.
Shattering Throughput Goals
With the vision system in place, PG&O has substantially ramped up its inspection productivity. “Our part verification throughput has far exceeded expectations, dramatically increasing by up to 50%,” says Bukaty. “This was due to fast first article inspection turnaround, as well as verification of both in-process work and even tooling.”
It was difficult for Bukaty to pinpoint any specific dollar savings derived from the AV300. Still, their initial calculations demonstrated monthly savings in the thousands through productivity gains after factoring all benefits. “We have not only realized improved part accuracy and throughput. We have also saved man hours and reduced scrapped parts while freeing up machines more quickly, which has enabled us to take on more work,” says Bukaty. “We have also been able to reduce our lead times, which is another hidden benefit and a great selling point.”
From pain point to sales point, PG&O’s vision on inspection now appears to be 20/20.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!


